
 QQ咨詢:260200500
QQ咨詢:260200500


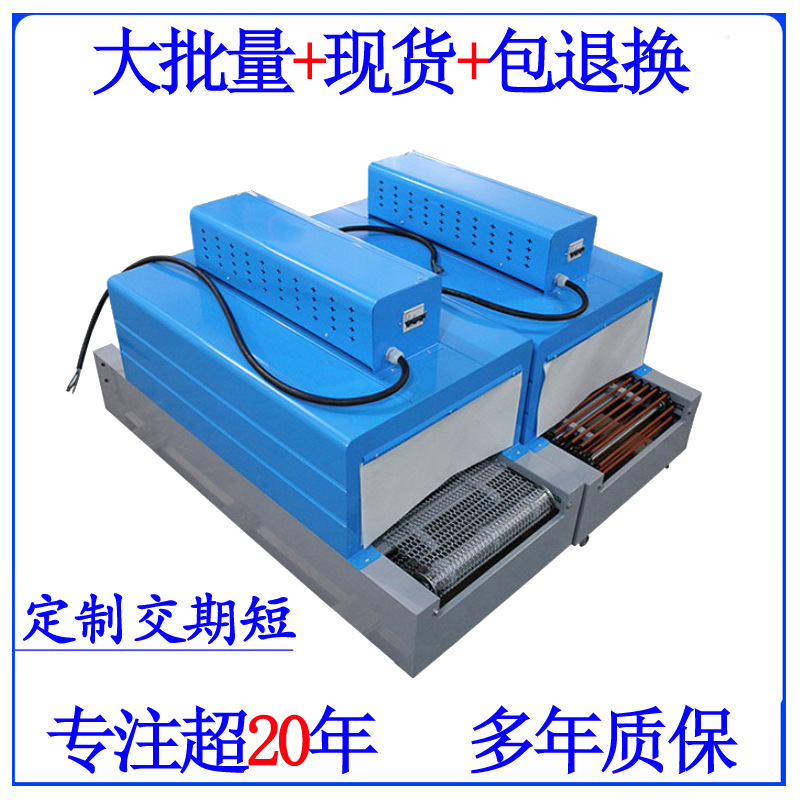
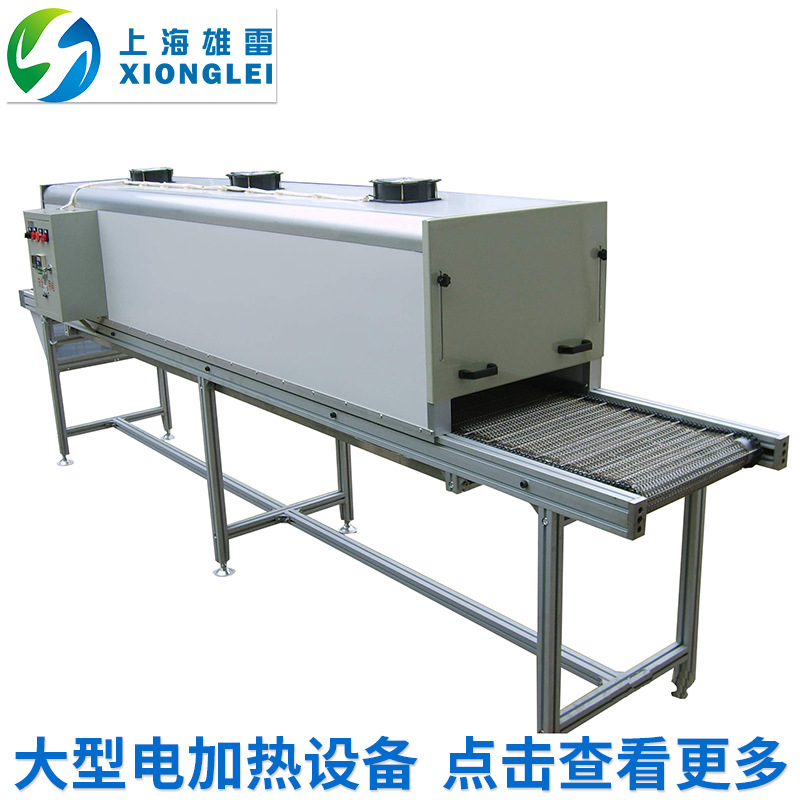
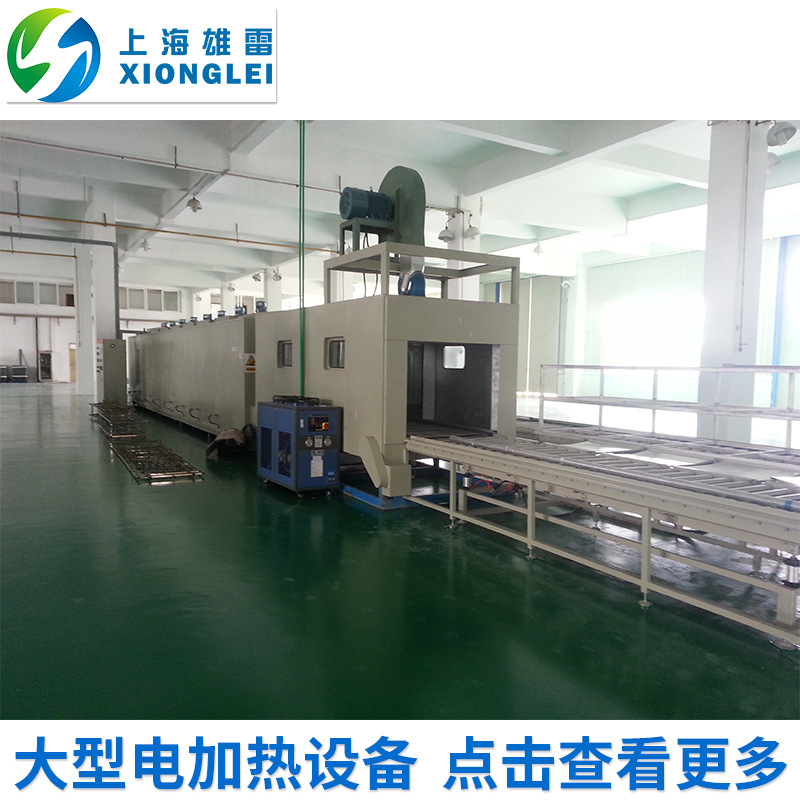
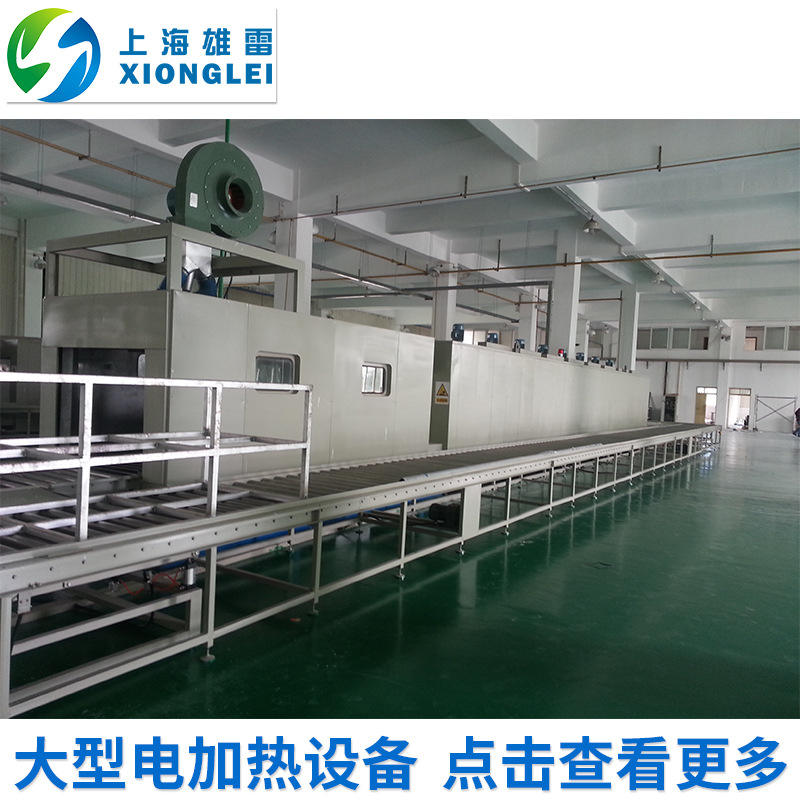
烘道流水線概述:
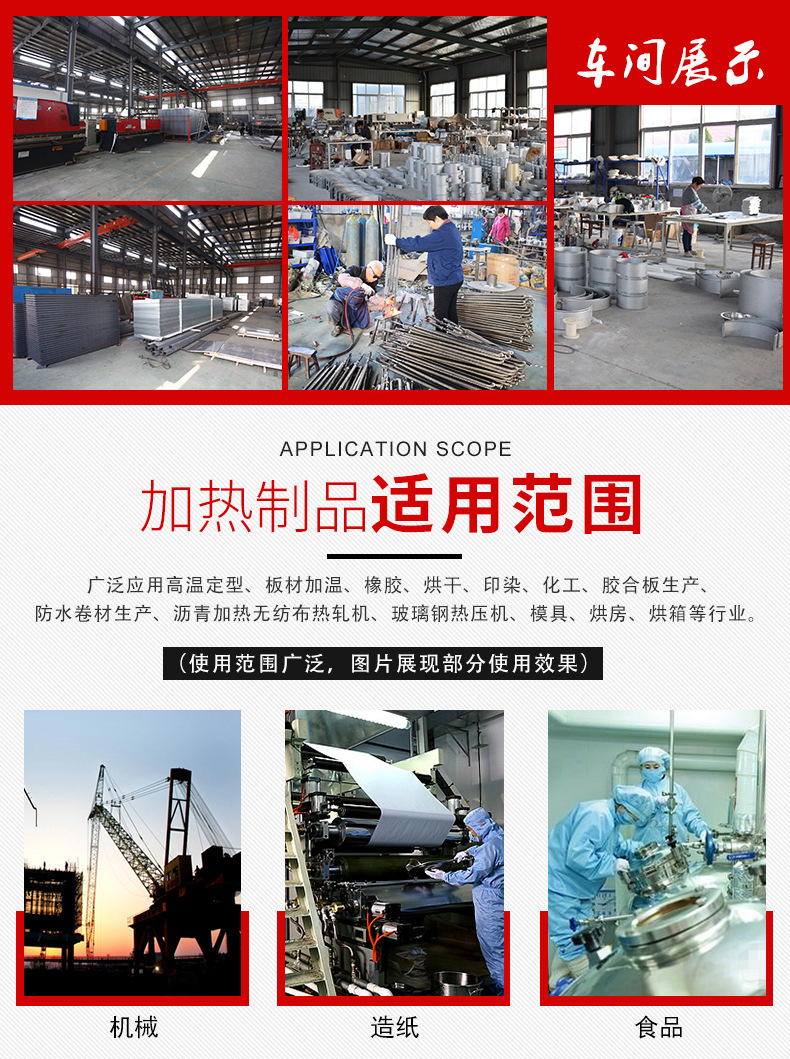
烘道流水線采用加熱管外置式加熱,將電能轉化為熱能,熱量經低噪音高壓風機吹入進風道,傳入箱內,形成熱風循環,箱體設有對流攪拌技術,溫度非常均勻,具有自動控溫,調速,故障報警等特點,使用方便,環保,節能等優點。烘道流水線采用電加熱對絲網印刷、噴染、電鍍以及印刷電路等行業的烘干、除濕等工藝,還可用于食品、紡織品、壓鑄小件等工業的干燥、烘烤,噴漆工件烘干,固化工件,烘干工件,西淋瓶、安瓿瓶、化妝品用瓶、制藥玻璃制品瓶和中藥及其他物料連續烘干。工作場所整潔,生產效率高,是目前我國制藥廠、中藥廠、飲料廠、日用化工廠常見的設備之一。
烘道流水線技術要求:
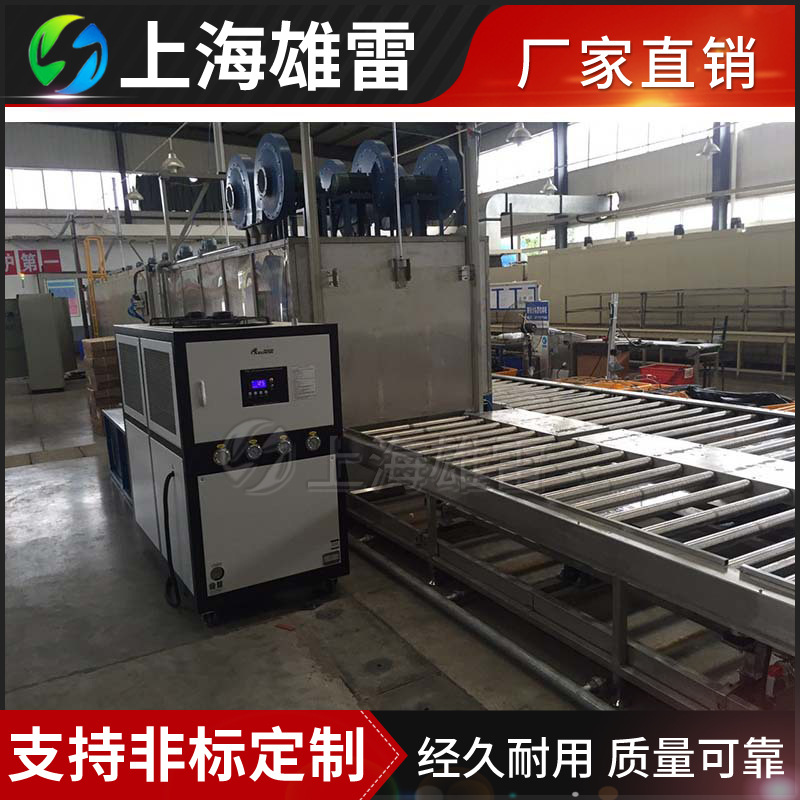
烘道流水線內采用鍍鋅板(不銹鋼板),外壁采用成型彩鋼板制作,大梁用后成型鋼板制作,保溫層采用纖維石棉保溫。
電加熱管為耐高溫不銹鋼無縫鋼管,結晶氧化鎂粉做絕緣,風機采用低噪聲高壓離心風機,保溫采用硅酸鋁纖維棉。
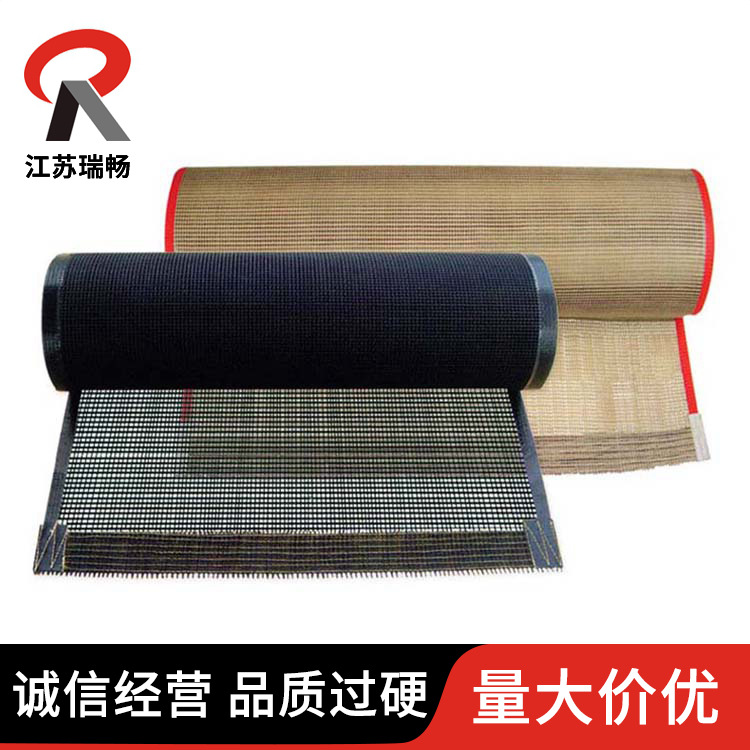
網帶為鐵氟龍耐高溫網帶,不銹鋼網帶等。
另有控制器,調速器,低壓電器控制系統等控制系統部分。
烘道的種類很多,有熱風循環烘道,紅外熱風烘道流水線,紅外線烘道,熱風循環烘道等等。不同烘道有不同的工藝,實現不同的適用范圍和作用。
烘道流水線工作原理:
烘道流水線采用加熱管外置式加熱,將電能轉化為熱能,熱量經低噪音高壓風機吹入進風道,傳入箱內,形成熱風循環,箱體設有對流攪拌技術,溫度非常均勻,具有自動控溫,調速,故障報警等特點,使用方便,環保,節能等優點。
烘道種類:
流水線烘道,高溫烘道,軟管定型烘道,遠紅外烘道,懸掛式烘道等。不同烘道有不同的工藝,實現不同的適用范圍和作用。例如紅外線烘道廣泛應用于絲網印刷、噴染、電鍍以及印刷電路等行業的烘干、除濕等工藝,還可用于食品、紡織品、壓鑄小件等工業的干燥、烘烤等。
烘道流水線的功能:
1、超溫報警:當實際檢測溫度超過超溫保護溫控設定值時,自動切斷加熱電源,起到雙重保護功能;
2、聲光報警:配帶蜂鳴器的報警燈。
3、接地保護:結構件接地保護。
4、電源缺相、相序保護:配有相序保護器。
烘道流水線的環境條件:
1、環境溫度:-5℃~+40℃;
2、相對濕度:≤85%RH;
3、電源:AC380V±10%,50Hz;


最佳回答:
用于陶瓷、冶金、電子、玻璃、化工、機械、耐火材料、新材料開發、特種材料、建材、高校、科研院所、工礦企業做粉末焙燒、陶瓷燒結、高溫實驗、材料處理、質量檢測之用。
最佳回答:
熱處理的作用就是提高材料的機械性能、消除殘余應力和改善金屬的切削加工性。按照熱處理不同的目的,熱處理工藝可分為兩大類:預備熱處理和最終熱處理。
預備熱處理的目的是改善加工性能、消除內應力和為最終熱處理準備良好的金相組織。其熱處理工藝有退火、正火、時效、調質等。
最終熱處理的目的是提高硬度、耐磨性和強度等力學性能。

擴展資料
工藝分類
金屬熱處理工藝大體可分為整體熱處理、表面熱處理和化學熱處理三大類。根據加熱介質、加熱溫度和冷卻方法的不同,每一大類又可區分為若干不同的熱處理工藝。同一種金屬采用不同的熱處理工藝,可獲得不同的組織,從而具有不同的性能。
鋼鐵是工業上應用最廣的金屬,而且鋼鐵顯微組織也最為復雜,因此鋼鐵熱處理工藝種類繁多。整體熱處理是對工件整體加熱,然后以適當的速度冷卻,獲得需要的金相組織,以改變其整體力學性能的金屬熱處理工藝。鋼鐵整體熱處理大致有退火、正火、淬火和回火四種基本工藝。
參考資料:熱處理_百度百科
其他答案1:
1、通過適當的熱處理可以顯著提髙鋼的機械性能,延長機器零件的使用壽命。
2、其目的是改變鋼的內部組織結構,以改善鋼的性能。
3、熱處理工藝不但可以強化金屬材料充分挖掘材料性能潛力、降低結構重量、節省材料和能源,而且能夠提高機械產品質量、大幅度延長機器零件的使用壽命。

擴展資料:
熱處理的特點
金屬熱處理是機械制造中的重要工藝之一,與其他加工工藝相比,熱處理一般不改變工件的形狀和整體的化學成分,而是通過改變工件內部的顯微組織,或改變工件表面的化學成分,賦予或改善工件的使用性能。其特點是改善工件的內在質量,而這一般不是肉眼所能看到的。
為使金屬工件具有所需要的力學性能、物理性能和化學性能,除合理選用材料和各種成形工藝外,熱處理工藝往往是必不可少的。鋼鐵是機械工業中應用最廣的材料,鋼鐵顯微組織復雜,可以通過熱處理予以控制,所以鋼鐵的熱處理是金屬熱處理的主要內容。另外,鋁、銅、鎂、鈦等及其合金也都可以通過熱處理改變其力學、物理和化學性能,以獲得不同的使用性能。
參考資料:百度百科-熱處理
其他答案2:
熱處理的作用就是提高材料的機械性能、消除殘余應力和改善金屬的切削加工性。按照熱處理不同的目的,熱處理工藝可分為兩大類:預備熱處理和最終熱處理。
1 .預備熱處理
預備熱處理的目的是改善加工性能、消除內應力和為最終熱處理準備良好的金相組織。其熱處理工藝有退火、正火、時效、調質等。
( 1 )退火和正火 退火和正火用于經過熱加工的毛坯。含碳量大于 0.5% 的碳鋼和合金鋼,為降低其硬度易于切削,常采用退火處理;含碳量低于 0.5 % 的碳鋼和合金鋼,為避免其硬度過低切削時粘刀,而采用正火處理。退火和正火尚能細化晶粒、均勻組織,為以后的熱處理作準備。退火和正火常安排在毛坯制造之后、粗加工之前進行。
( 2 )時效處理 時效處理主要用于消除毛坯制造和機械加工中產生的內應力。
為避免過多運輸工作量,對于一般精度的零件,在精加工前安排一次時效處理即可。但精度要求較高的零件(如座標鏜床的箱體等),應安排兩次或數次時效處理工序。簡單零件一般可不進行時效處理。
除鑄件外,對于一些剛性較差的精密零件(如精密絲杠),為消除加工中產生的內應力,穩定零件加工精度,常在粗加工、半精加工之間安排多次時效處理。有些軸類零件加工,在校直工序后也要安排時效處理。
( 3 )調質 調質即是在淬火后進行高溫回火處理,它能獲得均勻細致的回火索氏體組織,為以后的表面淬火和滲氮處理時減少變形作準備,因此調質也可作為預備熱處理。
由于調質后零件的綜合力學性能較好,對某些硬度和耐磨性要求不高的零件,也可作為最終熱處理工序。
2 .最終熱處理
最終熱處理的目的是提高硬度、耐磨性和強度等力學性能。
( 1 )淬火 淬火有表面淬火和整體淬火。其中表面淬火因為變形、氧化及脫碳較小而應用較廣,而且表面淬火還具有外部強度高、耐磨性好,而內部保持良好的韌性、抗沖擊力強的優點。為提高表面淬火零件的機械性能,常需進行調質或正火等熱處理作為預備熱處理。其一般工藝路線為:下料——鍛造——正火(退火)——粗加工——調質——半精加工——表面淬火——精加工。
( 2 )滲碳淬火 滲碳淬火適用于低碳鋼和低合金鋼,先提高零件表層的含碳量,經淬火后使表層獲得高的硬度,而心部仍保持一定的強度和較高的韌性和塑性。滲碳分整體滲碳和局部滲碳。局部滲碳時對不滲碳部分要采取防滲措施(鍍銅或鍍防滲材料)。由于滲碳淬火變形大,且滲碳深度一般在 0.5~ 2mm 之間,所以滲碳工序一般安排在半精加工和精加工之間。其工藝路線一般為:下料—鍛造—正火—粗、半精加工—滲碳淬火—精加工。
當局部滲碳零件的不滲碳部分采用加大余量后,切除多余的滲碳層的工藝方案時,切除多余滲碳層的工序應安排在滲碳后,淬火前進行。
( 3 )滲氮處理 滲氮是使氮原子滲入金屬表面獲得一層含氮化合物的處理方法。滲氮層可以提高零件表面的硬度、耐磨性、疲勞強度和抗蝕性。由于滲氮處理溫度較低、變形小、且滲氮層較薄(一般不超過 0.6~ 0.7mm ),滲氮工序應盡量靠后安排,為減小滲氮時的變形,在切削后一般需進行消除應力的高溫回火。
其他答案3:
35CrMnSi熱處理規范:1)淬火:第一次950℃,第二次890℃,油冷;回火230℃,空冷、油冷;2)880℃于280~310℃等溫淬火。
煤機專用鋼35CrMnSiA是低合金超高強度鋼,熱處理后具有良好的綜合力學性能,高強度,足夠的韌性,淬透性、焊接性(焊前預熱)、加工成形性均較好,但耐蝕性和抗氧化性能低,一般是低溫回火或等溫淬火后使用。
其他答案4:
熱處理是指材料在固態下,通過加熱、保溫和冷卻的手段,以獲得預期組織和性能的一種金屬熱加工工藝。在從石器時代進展到銅器時代和鐵器時代的過程中,熱處理的作用逐漸為人們所認識。
早在公元前770至前222年,中國人在生產實踐中就已發現,鋼鐵的性能會因溫度和加壓變形的影響而變化。白口鑄鐵的柔化處理就是制造農具的重要工藝。

拓展資料
熱處理常見問題
過熱從軸承零件粗糙口上可觀察到淬火后的顯微組織過熱。但要確切判斷其過熱的程度必須觀察顯微組織。若在GCr15鋼的淬火組織中出現粗針狀馬氏體,則為淬火過熱組織。
形成原因可能是淬火加熱溫度過高或加熱保溫時間太長造成的全面過熱;也可能是因原始組織帶狀碳化物嚴重,在兩帶之間的低碳區形成局部馬氏體針狀粗大,造成的局部過熱。過熱組織中殘留奧氏體增多,尺寸穩定性下降。由于淬火組織過熱,鋼的晶體粗大,會導致零件的韌性下降,抗沖擊性能降低,軸承的壽命也降低。
過熱嚴重甚至會造成淬火裂紋。欠熱淬火溫度偏低或冷卻不良則會在顯微組織中產生超過標準規定的托氏體組織,稱為欠熱組織,它使硬度下降,耐磨性急劇降低,影響托輥配件軸承壽命。
淬火裂紋高或冷卻太急,熱應力和金屬質量體積變化時的組織應力大于鋼材的抗斷裂強度;工作表面的原有缺陷(如表面微細裂紋或劃痕)或是鋼材內部缺陷(如夾渣、嚴重的非金屬夾雜物、白點、縮孔殘余等)在淬火時形成應力集中;嚴重的表面脫碳和碳化物偏析;
零件淬火后回火不足或未及時回火;前面工序造成的冷沖應力過大、鍛造折疊、深的車削刀痕、油溝尖銳棱角等。總之,造成淬火裂紋的原因可能是上述因素的一種或多種,內應力的存在是形成淬火裂紋的主要原因。淬火裂紋深而細長,斷口平直,破斷面無氧化色。它在軸承套圈上往往是縱向的平直裂紋或環形開裂;在軸承鋼球上的形狀有S形、T形或環型。
淬火裂紋的組織特征是裂紋兩側無脫碳現象,明顯區別與鍛造裂紋和材料裂紋。熱處理變形NACHI軸承零件在熱處理時,存在有熱應力和組織應力,這種內應力能相互疊加或部分抵消,是復雜多變的,因為它能隨著加熱溫度、加熱速度、冷卻方式、冷卻速度、零件形狀和大小的變化而變化,所以熱處理變形是難免的。
認識和掌握它的變化規律可以使軸承零件的變形(如套圈的橢圓、尺寸漲大等)置于可控的范圍,有利于生產的進行。當然在熱處理過程中的機械碰撞也會使零件產生變形,但這種變形是可以用改進操作加以減少和避免的。
表面脫碳軸承零件在熱處理過程中,如果是在氧化性介質中加熱,表面會發生氧化作用使零件表面碳的質量分數減,造成表面脫碳。表面脫碳層的深度超過最后加工的留量就會使零件報廢。表面脫碳層深度的測定在金相檢驗中可用金相法和顯微硬度法。
以表面層顯微硬度分布曲線測量法為準,可做仲裁判據。軟點加熱不足,冷卻不良,淬火操作不當等原因造成的托輥軸承零件表面局部硬度不夠的現象稱為淬火軟點。它象表面脫碳一樣可以造成表面耐磨性和疲勞強度的嚴重下降。
參考資料百度百科–熱處理
其他答案1:
用 途:采用純氫氣、氨分解或氨燃燒氣體作保護氣, ZYGW系列連續式高溫熱處理網帶爐
適用于粉末冶金零件燒結、釬焊以及一些不銹鋼件 的淬火和固溶處理。
適用范圍:
A、粉末冶金零件的燒結;
B、硬質合金工具及其它組合件的釬焊;
C、馬氏體不銹鋼五金工具(或器具)、醫療器械、測量工具淬火;
D、高鉻工具鋼、高速工具鋼、基體鋼制工模具淬火;五、奧氏體不銹鋼、耐熱鋼零件的固溶化處理; 適用于軸承,制釘及滲碳淬火后的機械零件的回火處理。 RC型網帶式熱風循環回火爐
也可用 于發黑前的加熱(表面處理工藝) 配有強力風機,以強制空氣循環,達到爐內溫度一致。 直棒式加熱元件便于維修及更換。網帶運行平穩,無級調速。 RST系列網帶式粉末冶金燒結爐系連續作業式燒結生產線。主要 用于壓制成形的鐵基、銅基及其它相關粉末冶金制品,在保護 氣氛條件下進行理想的連 RST型網帶式粉末冶金燒結爐
續燒結工藝流程。控制先進節能顯著。工件輸送采用耐高溫金屬網帶無級調速。全線加熱區均采用PID無觸點自動調功控制,多區控溫,保護氣 體,采用帶純化裝置的氨分解氣源。 RSK系列高溫網帶快燒爐 用途:厚膜電路、厚膜電阻、電子元件電極,LTCC,鋼加熱器、太陽能電池板等類似產品的高溫燒結,熱處理 特點:控制響應迅速,溫度均勻穩定,節能環保可靠,產品系列齊全 RSA系列高溫網帶氣氛爐 用途:芯片焊接,金屬封裝,HTCC 、DBC、 VFD、 PDP、汽車散熱器等產品在保護氣氛下的熔封,金屬化,釬焊、氧化、退火等熱處理工藝 特點:溫度與氣氛均勻穩定,節能環保可靠、產品系列齊全 網帶燒結爐 網帶加熱爐網帶式加熱爐網采用加熱管為加熱元件,傳動采用蝸輪減速器,鏈傳動、變頻調速,保溫采用全纖維結構,該設備性能定、操作簡單。
A、鋼結構:鋼骨架由型鋼、鋼板等焊接而成,全纖維大板塊爐襯吊掛在鋼骨架上,輕巧并可靠。本爐因采用全纖維大板塊結構的爐襯,因此其鋼結構較傳統的耐火磚爐子大為輕巧。 網帶加熱爐
B、爐襯:采用全纖維結構,選用目前國內全新型標準型陶瓷纖維毯作為爐膛的隔熱保溫材料,該纖維毯是一種人造無機金屬纖維材料,制作時使用專用設備按爐膛尺寸制作成折疊塊這種爐襯還具有安裝簡便,施工時間短的特點。比磚徹爐襯節能40%以上。實踐證明這種新型的輕質耐火纖維材料在工業爐上的使用具有較多的優點:體重輕、蓄熱、散熱損失小、節能效果好、使用壽命長、爐體密封性能好、檢修方便等.
C、優點,深受用戶的喜愛,是用戶的首選產品。 熱風循環系統:為了使爐內溫度均勻性能夠滿足工藝要求,在爐體的頂部還設置.
D、臺強力離心風扇,離心風扇在爐內導流系統的作用下能夠有效地將熱氣流循環,導流系統、風扇軸、風扇葉采用優質耐熱不銹鋼板制作。 網帶淬火爐(網帶爐)適用于批量性的中小型機械零件如標準件、軸承、鏈條、自攻螺釘、紡織五金、手工具、彈墊、各類紡織針、縫衣針在控制氣氛中進行滲碳、碳氮共滲、淬火等熱處理。爐體構架由箱體和支架構成,均采用優質型鋼和鋼板致焊接制作。為操作工檢修或清理爐膛方便,爐膛設計成可上、下分體結構,可拆除上爐蓋。 網帶淬火爐爐膛采用全纖維復合結構,保溫性能極好,在爐膛兩側和爐頂采用硅酸鋁纖維氈, 網帶淬火爐可隨爐蓋整體拆裝,保溫性能極好,比磚砌爐襯節能40%以上。 網帶淬火爐加熱元件: 加熱元件采用優質電阻絲繞成,水平地從爐體一側插入爐膛,布置在爐管的上下方。該種加熱元件使用可靠、維護方便,需要時可在熱態下不停爐進行更換。網帶淬火爐最大特點表現在:
A、馬弗罐材料選用純正的瑞典 進口材料;
B、網帶材料選用日本新日鐵鋼鐵株式會社材料;
C、爐體分上下兩層,爐蓋合復板及吊筋板全 部選用SUS321不銹鋼板制作;
D、保溫材料選用山東魯陽產陶瓷纖維折疊塊;
E、冷卻熱交換器可拆卸清洗 ,半小時即可完成。

最佳回答:
網帶爐是一般由馬弗保護的網帶將零件實現爐內連續輸送的燒結爐,主要用于粉末冶金制品燒結及金屬粉末的還原及電子產品在保護氣氛或空氣中的預燒、燒成或熱處理工藝。
延伸:
特點:
整套設備由爐體、網帶傳動系統及溫控系統三大部分組成。爐體由進料段、預燒段、燒結段、緩冷段、水冷段及出料段組成。網帶傳動系統由耐高溫網帶、傳動裝置等組成。網帶的運行速度通過變頻器調節,配置有數顯式網帶測速裝置;可直讀網帶速度;溫控系統由熱電偶.數顯式智能PID調節器和可控硅組成,形成閉環控制系統,可實現自動精確控溫.
加熱元件采用FEC陶瓷加熱板或陶瓷發熱棒,溫控系統采用日本進口多段智能程序溫度控制儀控制,按要求可配置數據通訊接口,變頻無級調速,耐熱鋼網帶傳送,大包角張緊輪設計理念,確保了產品輸送平穩。
功能用途:
達克羅網帶爐涂覆生產線
達克羅網帶爐涂覆生產線 涂層工藝性極佳: 涂層厚薄均勻,具有銀灰色的表面,光潔柔和、色澤自然,可以代替電鍍鋅、電鍍鎘、熱浸鋅、熱噴鋅、鈍化、機械鍍鋅、鋅基合金鍍鋅、氧化、磷化等多種傳統的表面處理工藝,也是噴涂工藝的前處理,使油漆不會產生脫落,表面達到鏡面狀態,特別對汽車、摩托車等外觀。
其他答案1:
網帶爐它是利用機械傳動間歇前進的網帶將工件通過溫控的加熱區,然后達到熱處理工藝要求的爐型統稱為網帶爐。
其他答案2:
是由網帶將零件實現爐內連續輸送的熱處理爐,零件放在網帶上。
最佳回答:
一、1200度高溫燒結爐的工作原理 :
1、高溫燒結爐加熱室用耐火材料及碳化硅、氧化鎂、氧化鋁等制成,電熱絲為鎳鉻合金絲。馬弗爐外部由鐵板制成,涂以皺紋漆。爐門上有一小孔,嵌以透明的云母片,可以窺視爐內情況。爐門緊閉,開關方便,馬弗爐使用時需配備自動定溫控制器和熱電偶。
2、自動定溫控制器是應用一個電子管高頻振蕩電路,其中的儲能線圈由于耦合儲電器的適當配合,使其固定于某一震蕩頻率,儲能線圈附有定溫指標,并有大型熱電偶溫度計,明確指示高溫爐的溫度,其指針上有一金屬小旗,當爐溫升到所需的溫度,溫度指標的小旗與儲能線圈相耦合時,振蕩電流隨機停止,電子管板極電流因之變化,令其操縱一個極靈敏的繼電器,再以此控制一強力繼電器來切斷電熱絲的電流,使溫度不再上升,當溫度下降時,指針的小旗與儲能線圈失去耦合,電子管又恢復振蕩,被控制的強力繼電器亦同時恢復通過高溫爐的電流,爐溫又可漸升,如此因電流的斷續,已達到自動保持一定溫度的目的。
二、組成部分:
1200度高溫燒結爐由加熱室、自動溫控器組成。
知識點延伸:
在使用1200度高溫燒結爐過程中欲改變所定的溫度時,如溫度由高變低,則需將電源切斷,當高溫計讀數下降至新預定的讀數以下時,可旋動控制鍵,使定溫指標向左移至新預定溫度讀數上,然后再接通電源,如溫度由低變高,則須捻動控制鍵,使定溫指標向右移至預定溫度讀數上,使高溫計讀數繼續上升即可。
其他答案1:
我們實驗室用的就是1200度高溫燒結爐,工作原理是熱電偶將爐膛溫度轉換為信號傳輸給溫控儀然后控制爐子的溫度,主要的組成部分是發熱元件、測溫元件、爐膛、爐體等,買的洛陽亞博窯爐廠的設備,詳細的你去問問他們吧。
最佳回答:
合盛隆立式真空燒結爐主要用于高速鋼、冷熱作模具鋼、彈性合金、不銹鋼、高溫合金、磁性材料和鈦合金的真空熱處理。
最佳回答:
寶豐首飾設備做環保型的呀,不錯的,技術很先進,價格不是很貴。
最佳回答:
你好,你在實驗過程中是否使用了Fe2+相關試劑的,其中Fe3+可以與8-羥基喹啉在酸性條件下生成深綠色的絡合物,你看看是否是制備過程中有哪點操作不當的~~
最佳回答:
燒結:壓制成型后的粉狀物料在低于熔點的高溫作用下,通過坯體間顆粒相互粘結和物質傳遞,使氣孔排除、體積收縮、強度提高,逐漸變成具有一定的幾何形狀和強度的過程。
燒結的目的是把粉狀材料轉變為致密體,并賦予材料特有的性能。
燒結爐是用來燒結的。主要是真空熱壓燒結爐和放電等離子體燒結爐(SPS)等。可以將粉體直接燒結成型。