 QQ咨詢:260200500
QQ咨詢:260200500
帝龍科技產品屬于定制產品,下單請先聯系客服了解產品定制流程!
*本店所以產品均屬定制,請不要隨意拍下付款
*本店鏈接為付款鏈接,具體價格咨詢客服(價格根據產品數量、尺寸、厚度工藝不同報價)
*總價=產品單價×數量
*詳情請咨詢賣家
 |
 |
 |
 |
 |
 |
 |
 |




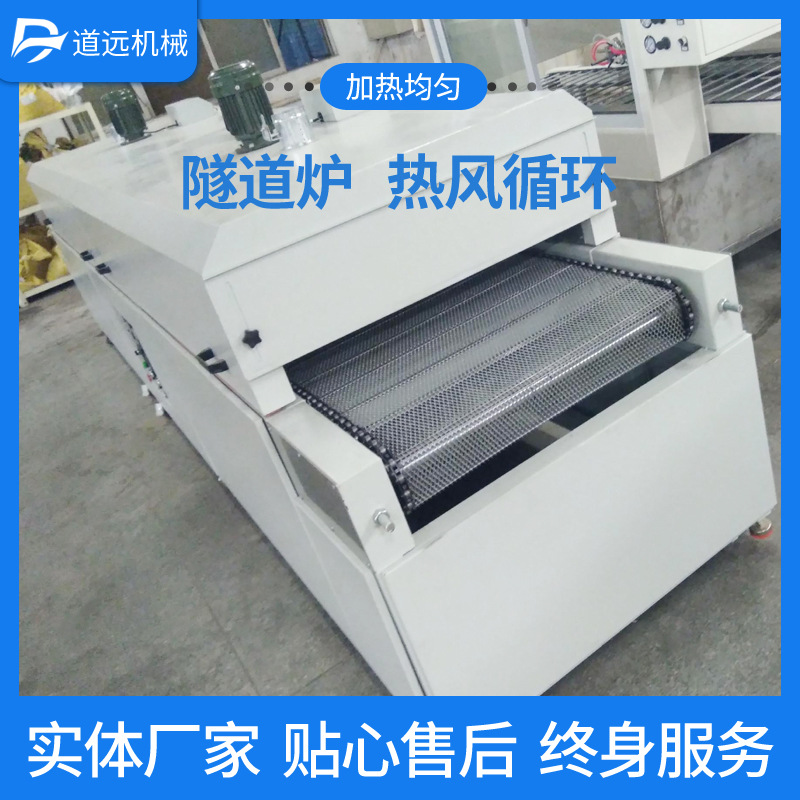
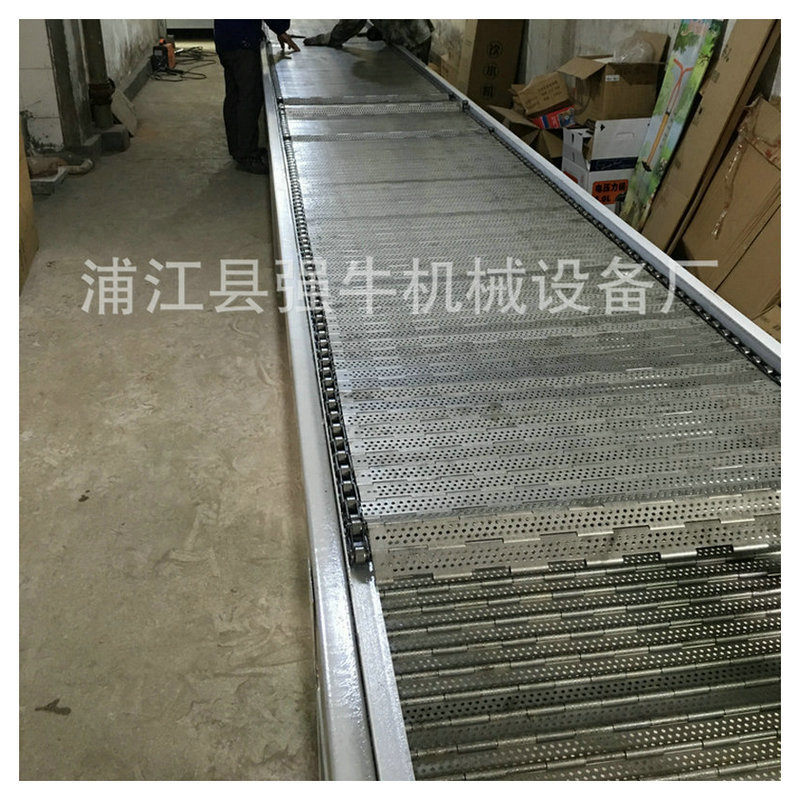
配置材料:
1.爐蓋外層采用1.2冷軋板折彎制做;
2.爐蓋內膽采用1.2鍍鋅板制做;
3.風道采用1.0冷軋板制做;
4.軌道采用2.0厚鋼板折制;
5.加溫可采用紅外線石英加熱管,碳纖維加熱管,不銹鋼電加熱管陶瓷加熱管,(具體由廠家烘烤產品而定)
6.保溫層采用80K保溫棉(保溫厚度為8cm)
7.溫控電箱 電器(溫控、風機、加熱)
8.托板采用1.0鍍鋅板制做;
9.輸送帶有鐵氟龍網帶,不銹鋼網帶,PVC皮帶,(具體由廠家廠品烘烤產品而定)
10.動力采用變頻器帶電機,配減速機制做;
11.機腳采用50*50方管制做;
12.運風采用370W馬達帶9寸風輪制做
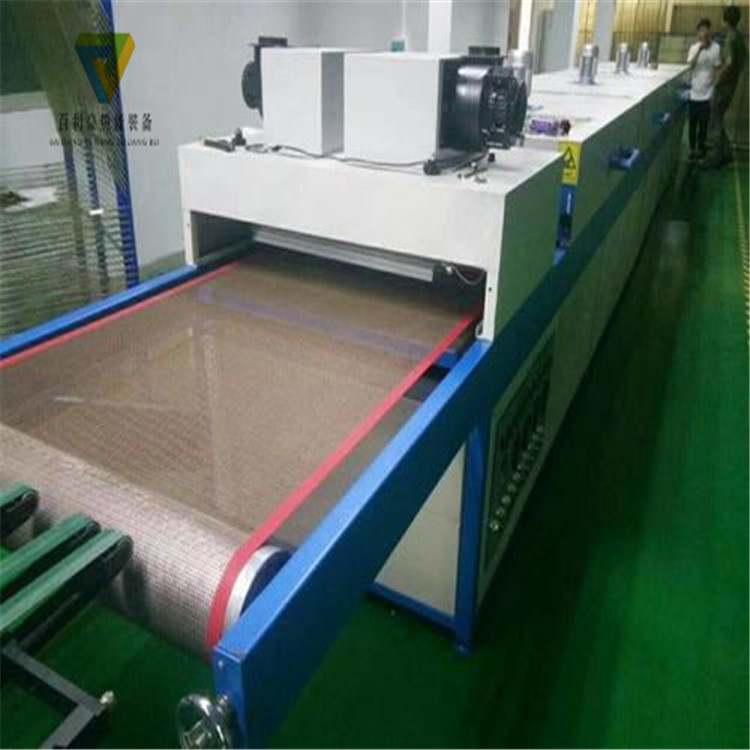
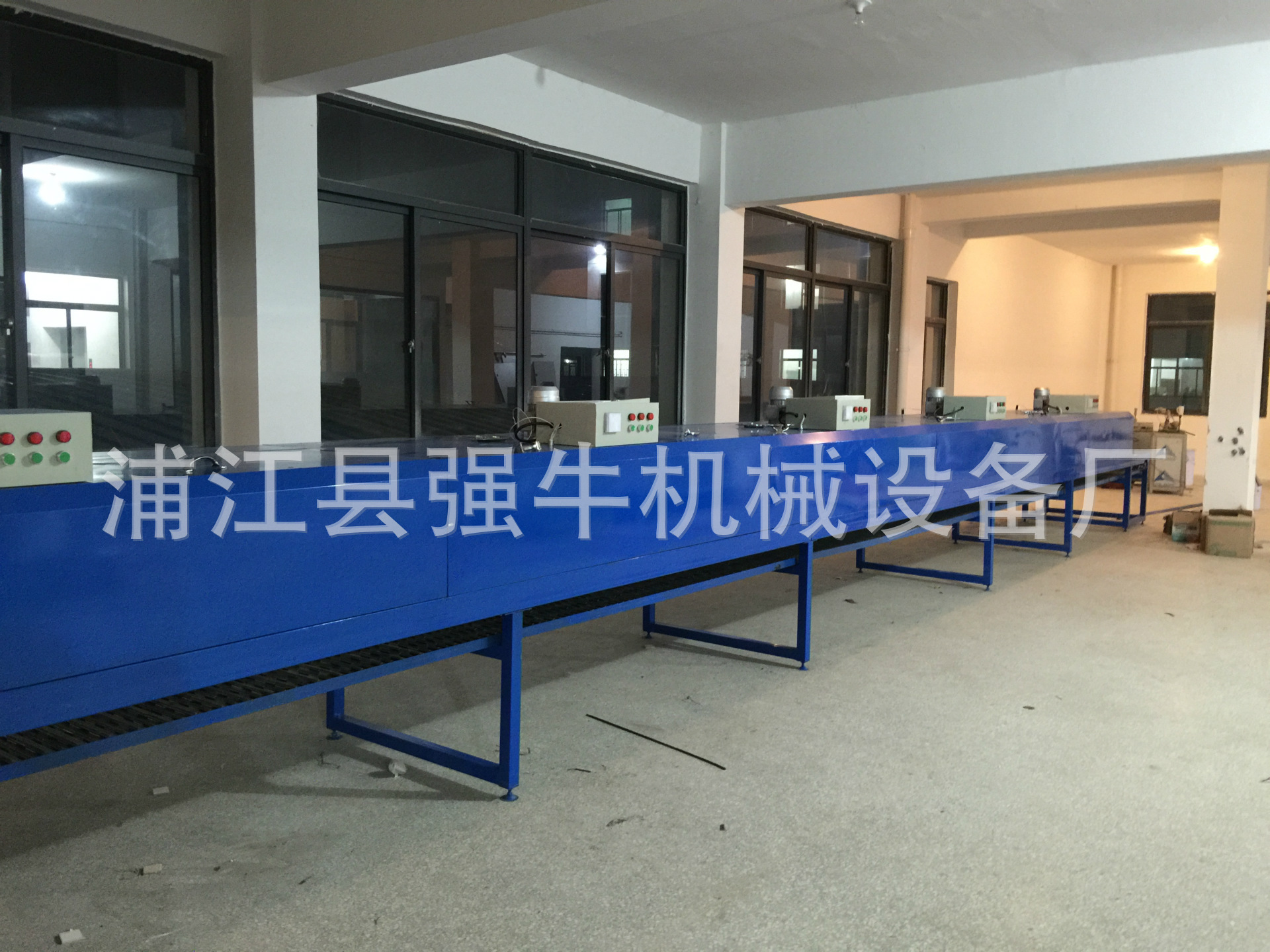
隧道爐又名烘干機采用電加熱方式,溫度人工設置,自動控溫。原理是由風機把冷風送至安裝在烘箱內風道壁上的電加熱元件,加熱為熱風并經導流板從底部進入烘道烘干產品,熱風于產品熱交換后攜帶大量潮氣經頂部排潮口排出烘箱外。產品運行是從烘箱一端進入,由鏈條、齒輪、滾筒托架使產品運行,產品烘干或定型后從另一端出來。由調速電機來調整運行速度,以達到理想的干燥效果和產量。本機運行具有平穩,操作簡便,熱效率高等優點,是產品加工生產廠家的很好設備。
此烘干機的特點之處:
1.干凈衛生,采用電加熱。
2.循環往復的烘干方式自動化的 程度極高,鏈條的運行快慢。
3.熱風經過導流板從烘干機底部進入烘道烘干產品。

最佳回答:
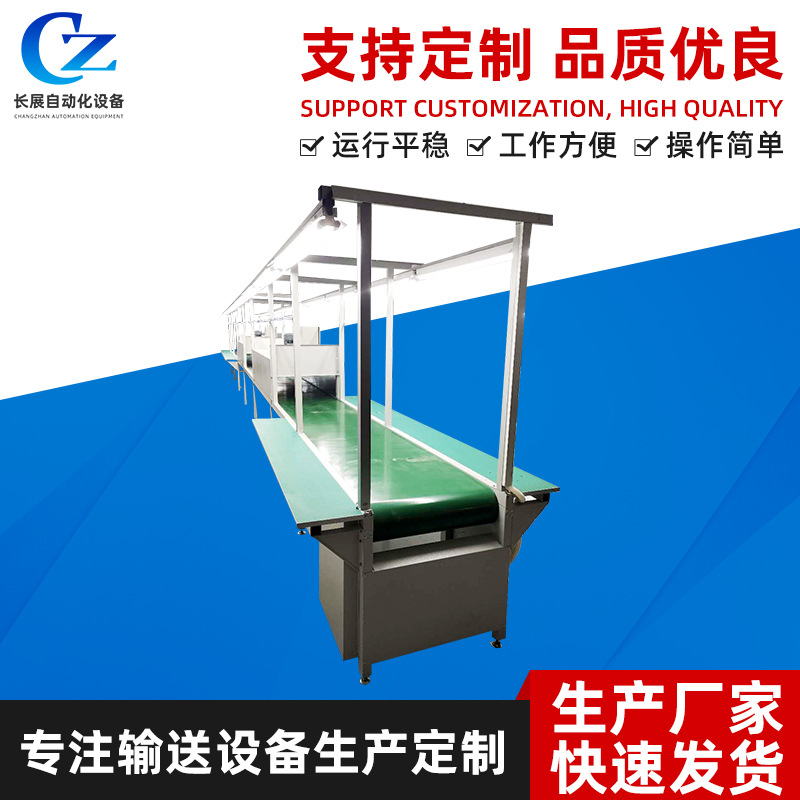
流水線又稱為裝配線一種工業上的生產方式,指每一個生產單位只專注處理某一個片段的工作,以提高工作效率及產量;按照流水線的輸送方式大體可以分為:皮帶流水裝配線、板鏈線、倍速鏈、插件線、網帶線、懸掛線及滾筒流水線這七類流水線。一般包括牽引件、承載構件、驅動裝置、漲緊裝置、改向裝置和支承件等組成。流水線可擴展性高,可按需求設計輸送量,輸送速度,裝配工位,輔助部件(包括快速接頭、風扇,電燈,插座,工藝看板,置物臺,24V電源,風批等,因此廣受企業歡迎;流水線是人和機器的有效組合,最充分體現設備的靈活性,它將輸送系統、隨行夾具和在線專機、檢測設備有機的組合,以滿足多品種產品的輸送要求。輸送線的傳輸方式有同步傳輸的/(強制式),也可以是非同步傳輸/(柔性式),根據配置的選擇,可以實現裝配和輸送的要求。輸送線在企業的批量生產中不可或缺.流水線在工業生產中扮演著重要的角色,優化流水線直接關系著產品的質量和生產的效率,因此成為企業不得不關注的話題。1、優化流水線第一站的作業時間, 及多久放一片板子, 此為滿足生產計劃量所必須的投入cycle時間。但在實際上,瓶頸站的作業時間必然大于第一站, 第一站一定不是瓶頸站, 所以第一站不一定會完全依要求的cycle時間去投入, 因為瓶頸站已拖慢他的速度, 故從管理的角度來看, 要確實要求第一站作業者依規定速度投入。流水線的輸送帶速度也可反推算出日產量, 下面為輸送帶速度的公式:輸送帶的pitch時間 = 整日的上班時間/日產量*(1+不良率)輸送帶的速度= 記號間隔距離 /輸送帶的pitch時間所謂記號間隔距離, 在流水線的皮帶上所做的記號間的距離, 希望作業者依記號流經的速度完成作業并放置在皮帶線上; 但煉條線并沒有做記號, 就以板子的長度當做記號間隔距離。為何要用輸送帶? 除了運送物品外, 還有半強制作業者依計劃完成作業的功能, 但不是一味地加快去試試看, 而應依上述公式去計算求得。2、觀察流水線上哪一站是瓶頸站:(1)永遠忙個不停的站;(2)老是將板子往后拉的站;(3)從該站開始, 原本一片接著一片的板子, 中間出現了間隔。上面三點是目視就可察覺的, 再來就是用秒表量, 作業時間是所有站中最長的。瓶頸站的作業時間就變成了整條流水線實際產出的cycle時間, 而日產量公式如下:日產量 = 實整日的上班時間/際cycle時間故現場干部只要減少其作業時間, 就可明顯提升產量, 如將零件拿一些給別站做、使用治工具以節省動作、改善作業域的配置等等。但在解決瓶頸站后, 可能會出現新的瓶頸站, 所以又要對此新的瓶頸站進行改善, 因此持續盯著瓶頸站改善, 整條流水線的效率就會日日提升。3、觀察流水線最后一站收板子的cycle時間, 也就是實際產出的cycle時間, 這站的cycle時間必相等于瓶頸站。從這站可推算出這條流水線線的效率如何, 公式如下:效率 = 投入cycle時間/實際cycle時間 = 第一站的作業時間/最后一站的作業時間當然也可用瓶頸站的作業時間來算, 不過觀察最后一站總是較簡單、實際。在流水線上的在制品數量就等于:( 最后一站的作業時間 – 第一站的作業時間 ) * (整日的上班時間/最后一站的作業時間)4、稼動率的觀察稼動率 = 在作業的時間 / 整日的上班時間所謂稼動就是流水線上有效的工作, 作業者坐在位子上并不表示他有在工作, 有在工作才能做出產品來, 所以要觀察作業者在作業的時間。但在實際上, 不可能全天對每個作業者進行測量, 所以有種工作抽查的手法來仿真測量, 其實說穿了就是不時去看作業者在做什么。5、流水線作業者坐在位子上并不表示他有認真在工作, 所以最后就是觀察每一個作業者的作業速度, 速度是一個很抽象的概念, 光從目視很難來比較跟量化, 所以在心里建立起一個標準速度, 快過它就算好, 動作精簡、固定而有節奏地進行, 往往有較好的作業速度, 反之不佳, 如此來觀察就比較簡單。流水線作業不過不是快就是好, 其動作必須是有附加價值的, 所以還要看其動作是否簡單扼要, 所以要求動作經濟原則的觀念, 簡單地說, 人類手部的動作可分為移動、握取、放開、前置、組立、使用、分解, 還有一種心理的精神作用, 其中嚴格來說只有兩種動作有附加價值: 組立、使用, 所以在能滿足生產要求的條件下, 盡量排除或簡化其它的動作。其原則如下:1、移動: 使物料自動到達所要的位置、縮短移動距離、減少需移動物品的重量、移動路徑周圍避免有東西會妨礙移動、讓料盒斜置以縮短繞過邊緣的距離等。2、握取: 料盒里的物料盡可能整齊排放, 不要雜亂堆積、不方便拿取的東西能先預留握取的空間等。3、前置: 同握取一樣, 料盒里的物料盡可整齊排放, 不要雜亂堆積等。4、組立: 以治工具代替手作業等。5、使用: 使機械全自動化等。6、精神作用: 利用機械取代人為判斷、減少作業者目光的移動等。流水線安裝注意事項:流水線的平面設計應當保證零件的運輸路線最短,生產工人操作方便,輔助服務部門工作便利,最有效地利用生產面積,并考慮流水線安裝之間的相互銜接。為滿足這些要求,在流水線平面布置時應考慮流水線的形式、流水線安裝工作地的排列方法等問題。流水線安裝時工作地的排列要符合工藝路線,當工序具有兩個以上工作地時,要考慮同一工序工作地的排列方法。一般當有兩個或兩個以上偶數個同類工作地時,要考慮采用雙列布置,將它們分列在運輸路線的兩例。但當一個工人看管多臺設備時,要考慮使工人移動的距離盡可能短。
最佳回答:
通過流水線的搬運,降低了物料傳遞的時間,使得工人更多的時間用于生產組裝!
所以相對于傳統的流水線會提高效率!
其他答案1:
因為讓員工不能懶惰下來,能加快生產進度,提高員工的自覺性
其他答案2:
熟能生巧,流水線上工人的工作是固定的
最佳回答:
裝配流水線最大的性能就是具有較大的靈活性,能適應多品種生產的需要;在不能采用流水生產的條件下,組織生產線是一種比較先進的生產組織形式。
如果裝配流水線是按對象組織起來的,完成產品工藝過程的一種生產組織形式,那么配備生產零、部件所需要的各種設備和各工種的工人,負責完成零、部件的全部制造工作,對相同的勞動對象進行不同工藝的加工。
簡而言之,裝配流水線就是“功能分解,空間上順序依次進行,時間上重疊并行”。
最佳回答:
重復的簡單動作換機自動化機械 替代
自動化的價格也不是高可怕,
找一些人進行學習,最好是熟悉工藝的在去看 有哪些自動化方法可以實現
其他答案1:
找專業的工程師他會給你建議 一般人弄了毛病多 以后還不好升級 最好叫他設計不要包給他
其他答案2:
提高企業的管理和工作效率!
最佳回答:
這個怎么說那?流水線都可以控制運行速度的,這要看產品的工藝要求,不能說流水線縮短就能提高生產效率,這說法完全錯誤
最佳回答:
根據生產線長度得出工位數量,再根據各工序的作業需要的最長時間來確定生產節拍。當然,作業時間長的可以拆分,使每個工位作業量和作業時間相同。
流水線又稱為裝配線,一種工業上的生產方式,指每一個生產單位只專注處理某一個片段的工作,以提高工作效率及產量;按照流水線的輸送方式大體可以分為:皮帶流水裝配線、板鏈線、倍速鏈、插件線、網帶線、懸掛線及滾筒流水線這七類流水線。一般包括牽引件、承載構件、驅動裝置、漲緊裝置、改向裝置和支承件等組成。流水線可擴展性高,可按需求設計輸送量,輸送速度,裝配工位,輔助部件(包括快速接頭、風扇,電燈,插座,工藝看板,置物臺,24V電源,風批等,因此廣受企業歡迎;流水線是人和機器的有效組合,最充分體現設備的靈活性,它將輸送系統、隨行夾具和在線專機、檢測設備有機的組合,以滿足多品種產品的輸送要求。輸送線的傳輸方式有同步傳輸的/(強制式),也可以是非同步傳輸/(柔性式),根據配置的選擇,可以實現裝配和輸送的要求。輸送線在企業的批量生產中不可或缺。
其他答案1:
根據生產線長度得出工位數量,再根據各工序的作業需要的最長時間來確定生產節拍。當然,作業時間長的可以拆分,使每個工位作業量和作業時間相同
其他答案2:
根據瓶頸節拍確定流水線速度!
其他答案1:
流水線的應用是指某些環節,因為不斷的重復操作,在流水線上,這個環節會變成熟練工,非常熟練,進而提高效率。
如果一個工程在某個環節上要不斷重復,那就變成通用函數,公用界面了。寫一次被調用100次,不需要重復操作。
如果說把界面設計,業務設計等分開變成不同環節,倒是有,只不過分不了幾個部分。還沒有達到可以稱之為流水線的程度。
最佳回答:
一、自動生產線現狀及問題分析
1、自動生產線現狀某廠主要生產線纜,根據連接器部分基座組裝方法和基座的數量不同可分為4大類型號:HM2-5*2、HM2-5*4、HM2-5*6、HM2-5*8。另外,根據線長的不同具體型號又有區別。該廠正常情況下,每周工作6天,每天上午8:00~12:00,下午13:30~17:30,其中上下午中間各休息10min。現以HM2-5*8自動線為例,自動生產線的現有周生產任務為4351.3根,而且每周的生產任務仍在大幅提高。隨著線纜市場需求日益增加,僅依靠傳統的增加員工數量來提高產量已無法滿足訂單需求。該線作業人數29人,共12個工位。A為貼標簽/剝(膠皮)頭/挽線;B為剪屏蔽線/地線;C為裝內外套管/剝透明膜及鋁箔;D為編線;E為穿刺;F為纏高溫膠帶;G為裝外殼;H為線位檢測1;I.鉚壓;J.線位檢測2;K.成品檢驗;L.包裝。
2、問題分析運用精益生產中的相關技術,對HM2-5*8自動線現場及工藝流程進行了詳細的調查研究,根據七大浪費找到問題所在,發現的主要問題如下所述:
①生產線的布局不合理
工序重復,導致搬運量增加,在制品堆積,物流不暢等等。
②生產能力不足
循環時間(Cycle Time)簡稱CT,是指完成一個產品所需的平均時間。CT=max{工位作業時間}。生產節拍時間(TaktTime)簡稱TT,反映生產線或生產設備相應客戶需求生產所耗費的時間。TT=計劃工作時間/客戶總需求。當循環時間大于生產節拍時間,該線生產能力不能滿足客戶的要求。
③生產線不均衡
生產線平衡率的計算公其中,W為生產線平衡率;ti為第i工位作業時間;Si為第i工位定員數;t0為流水線節拍;a為流水線定員數。通過計算得知該平衡率處于需要改善的范圍內。
④生產過程周期過長
生產過程周期(LeadTime)簡稱LT,是指從原材料進廠到產成品出廠所需的時間。該產品的LT約為19.1天。由此可以推斷,原材料庫存與在制品庫存量大從而導致LT過長。LT過長會導致資金周轉過緩等問題。
二、自動生產線改善
根據HM2-5*8自動線存在的問題,首先從生產線平衡角度出發進行改善并使生產線達到現有的周生產任務,然后為了進一步滿足大幅增長的周生產任務引入看板。具體設計改善方案如下:
1、生產線平衡
根據上面闡述的數據可知,纏高溫膠帶的人員過多,鉚壓工位是瓶頸,為實現TT=38.1s的目標,做如下調整:第6工位縮減為2人,將剩余兩人分別安排在編線工位和包裝工位;第9工位鉚壓作業時間長,因為在鉚壓前需要檢測并整理屏蔽線,這一操作可以劃分給線位測試1工位,從而削減瓶頸;把挽線工序由第1工位移到第2工位,減小相鄰工位間的不平衡。
2、引入看板
將HM2-5*8自動線從下線到裝運劃分為6個作業單元,每個作業單元內使用生產看板采用單件流方式作業,每個作業單元建立產品超市,存儲本單元完成的在制品,相鄰作業單元間由后單元向前單元使用搬運看板取貨,實現后工序拉動生產。
將精益生產中JIT的理論和方法應用到線纜廠的改善實踐中,運用秒表測時、山積表、物與信息流動圖等改善某線纜廠HM2-5*8自動生產線的生產狀態,并導入看板機制,一定程度上解決了該生產線布局不合理、生產線平衡率低、在制品庫存量大、生產效率低等問題。但真正地實現精益生產,還需要在此類方法上進行踏踏實實的實踐活動。
其他答案1:
流水線又稱為裝配線一種工業上的生產方式,指每一個生產單位只專注處理某一個片段的工作,以提高工作效率及產量;按照流水線的輸送方式大體可以分為:皮帶流水裝配線、板鏈線、倍速鏈、插件線、網帶線、懸掛線及滾筒流水線這七類流水線。一般包括牽引件、承載構件、驅動裝置、漲緊裝置、改向裝置和支承件等組成。流水線可擴展性高,可按需求設計輸送量,輸送速度,裝配工位,輔助部件(包括快速接頭、風扇,電燈,插座,工藝看板,置物臺,24V電源,風批等,因此廣受企業歡迎;流水線是人和機器的有效組合,最充分體現設備的靈活性,它將輸送系統、隨行夾具和在線專機、檢測設備有機的組合,以滿足多品種產品的輸送要求。輸送線的傳輸方式有同步傳輸的/(強制式),也可以是非同步傳輸/(柔性式),根據配置的選擇,可以實現裝配和輸送的要求。輸送線在企業的批量生產中不可或缺.流水線在工業生產中扮演著重要的角色,優化流水線直接關系著產品的質量和生產的效率,因此成為企業不得不關注的話題。1、優化流水線第一站的作業時間, 及多久放一片板子, 此為滿足生產計劃量所必須的投入cycle時間。但在實際上,瓶頸站的作業時間必然大于第一站, 第一站一定不是瓶頸站, 所以第一站不一定會完全依要求的cycle時間去投入, 因為瓶頸站已拖慢他的速度, 故從管理的角度來看, 要確實要求第一站作業者依規定速度投入。流水線的輸送帶速度也可反推算出日產量, 下面為輸送帶速度的公式:輸送帶的pitch時間 = 整日的上班時間/日產量*(1+不良率)輸送帶的速度= 記號間隔距離 /輸送帶的pitch時間所謂記號間隔距離, 在流水線的皮帶上所做的記號間的距離, 希望作業者依記號流經的速度完成作業并放置在皮帶線上; 但煉條線并沒有做記號, 就以板子的長度當做記號間隔距離。為何要用輸送帶? 除了運送物品外, 還有半強制作業者依計劃完成作業的功能, 但不是一味地加快去試試看, 而應依上述公式去計算求得。2、觀察流水線上哪一站是瓶頸站:(1)永遠忙個不停的站;(2)老是將板子往后拉的站;(3)從該站開始, 原本一片接著一片的板子, 中間出現了間隔。上面三點是目視就可察覺的, 再來就是用秒表量, 作業時間是所有站中最長的。瓶頸站的作業時間就變成了整條流水線實際產出的cycle時間, 而日產量公式如下:日產量 = 實整日的上班時間/際cycle時間故現場干部只要減少其作業時間, 就可明顯提升產量, 如將零件拿一些給別站做、使用治工具以節省動作、改善作業域的配置等等。但在解決瓶頸站后, 可能會出現新的瓶頸站, 所以又要對此新的瓶頸站進行改善, 因此持續盯著瓶頸站改善, 整條流水線的效率就會日日提升。3、觀察流水線最后一站收板子的cycle時間, 也就是實際產出的cycle時間, 這站的cycle時間必相等于瓶頸站。從這站可推算出這條流水線線的效率如何, 公式如下:效率 = 投入cycle時間/實際cycle時間 = 第一站的作業時間/最后一站的作業時間當然也可用瓶頸站的作業時間來算, 不過觀察最后一站總是較簡單、實際。在流水線上的在制品數量就等于:( 最后一站的作業時間 – 第一站的作業時間 ) * (整日的上班時間/最后一站的作業時間)4、稼動率的觀察稼動率 = 在作業的時間 / 整日的上班時間所謂稼動就是流水線上有效的工作, 作業者坐在位子上并不表示他有在工作, 有在工作才能做出產品來, 所以要觀察作業者在作業的時間。但在實際上, 不可能全天對每個作業者進行測量, 所以有種工作抽查的手法來仿真測量, 其實說穿了就是不時去看作業者在做什么。5、流水線作業者坐在位子上并不表示他有認真在工作, 所以最后就是觀察每一個作業者的作業速度, 速度是一個很抽象的概念, 光從目視很難來比較跟量化, 所以在心里建立起一個標準速度, 快過它就算好, 動作精簡、固定而有節奏地進行, 往往有較好的作業速度, 反之不佳, 如此來觀察就比較簡單。流水線作業不過不是快就是好, 其動作必須是有附加價值的, 所以還要看其動作是否簡單扼要, 所以要求動作經濟原則的觀念, 簡單地說, 人類手部的動作可分為移動、握取、放開、前置、組立、使用、分解, 還有一種心理的精神作用, 其中嚴格來說只有兩種動作有附加價值: 組立、使用, 所以在能滿足生產要求的條件下, 盡量排除或簡化其它的動作。其原則如下:1、移動: 使物料自動到達所要的位置、縮短移動距離、減少需移動物品的重量、移動路徑周圍避免有東西會妨礙移動、讓料盒斜置以縮短繞過邊緣的距離等。2、握取: 料盒里的物料盡可能整齊排放, 不要雜亂堆積、不方便拿取的東西能先預留握取的空間等。3、前置: 同握取一樣, 料盒里的物料盡可整齊排放, 不要雜亂堆積等。4、組立: 以治工具代替手作業等。5、使用: 使機械全自動化等。6、精神作用: 利用機械取代人為判斷、減少作業者目光的移動等。流水線安裝注意事項:流水線的平面設計應當保證零件的運輸路線最短,生產工人操作方便,輔助服務部門工作便利,最有效地利用生產面積,并考慮流水線安裝之間的相互銜接。為滿足這些要求,在流水線平面布置時應考慮流水線的形式、流水線安裝工作地的排列方法等問題。流水線安裝時工作地的排列要符合工藝路線,當工序具有兩個以上工作地時,要考慮同一工序工作地的排列方法。一般當有兩個或兩個以上偶數個同類工作地時,要考慮采用雙列布置,將它們分列在運輸路線的兩例。但當一個工人看管多臺設備時,要考慮使工人移動的距離盡可能短。