


| 產品規格及說明 | |
|---|---|
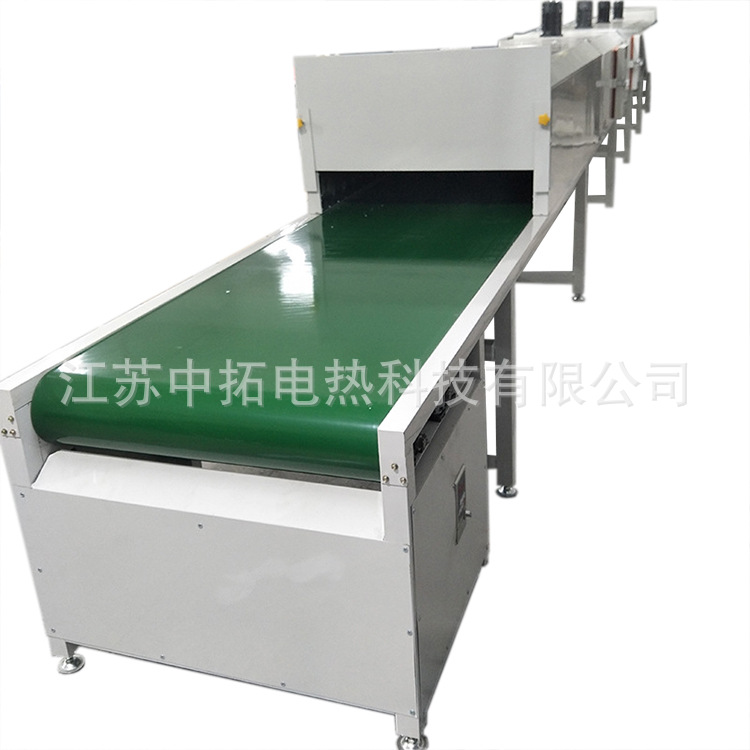
| 設備品牌:帝龍 | 設備型號:ZT-SDR |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 是否進口:否 | 加工定制:否 |
| 產地:江蘇鹽城 | 電壓:220(V) |
| 加熱介質:糧食 | 功率:0-1000(KW) |
| 工作溫度:0-1000(℃) | 是否跨境出口專供貨源:否 |
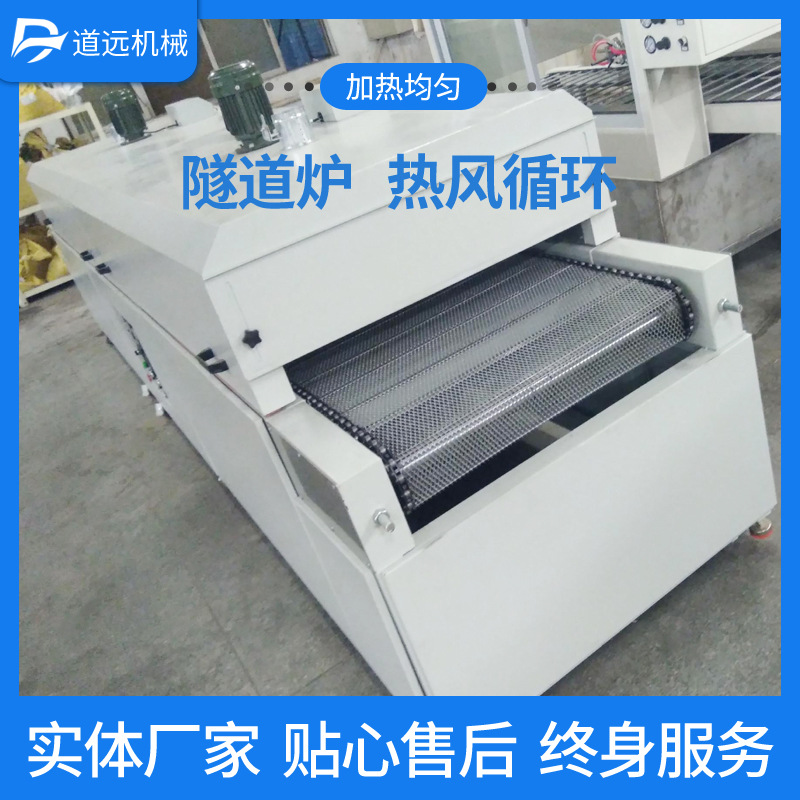
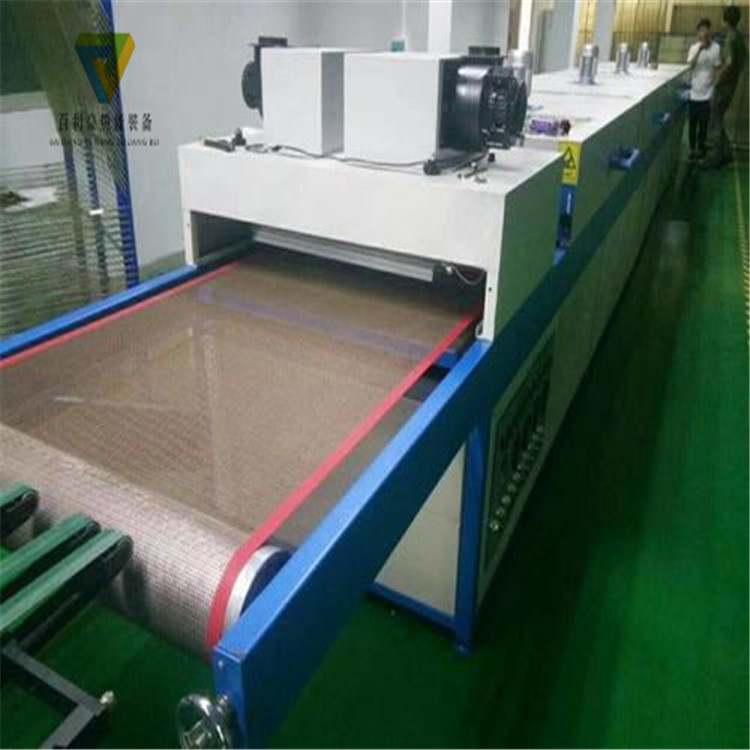
| 產品標簽:烘干隧道爐,烘干流水線,烘道輸送機,烘道流水線,不銹鋼網帶爐,供應廠家直銷,不銹鋼網帶線,流水線不銹鋼,烘干線輸送線,不銹鋼網帶烘干線,隧道爐流水線烘干,不銹鋼網帶隧道爐,不銹鋼網帶線隧道爐,廠家供應隧道爐流水線,烘干固化隧道爐流水線,廠家直銷隧道爐烘干線,不銹鋼網帶隧道爐廠家,不銹鋼網帶隧道爐流水線,直銷固化爐隧道爐輸送線,不銹鋼網帶線烘干隧道爐,烘干固化不銹鋼網帶隧道爐 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |









其他答案1:
所謂涂裝即指對金屬和非金屬表面覆蓋保護層或裝飾層。隨著工業技術的發展,涂裝已由手工向工業自動化方向發展,而且自動化的程度越來越高,所以涂裝生產線的應用也越來越廣泛,并深入到國民經濟的多個領域
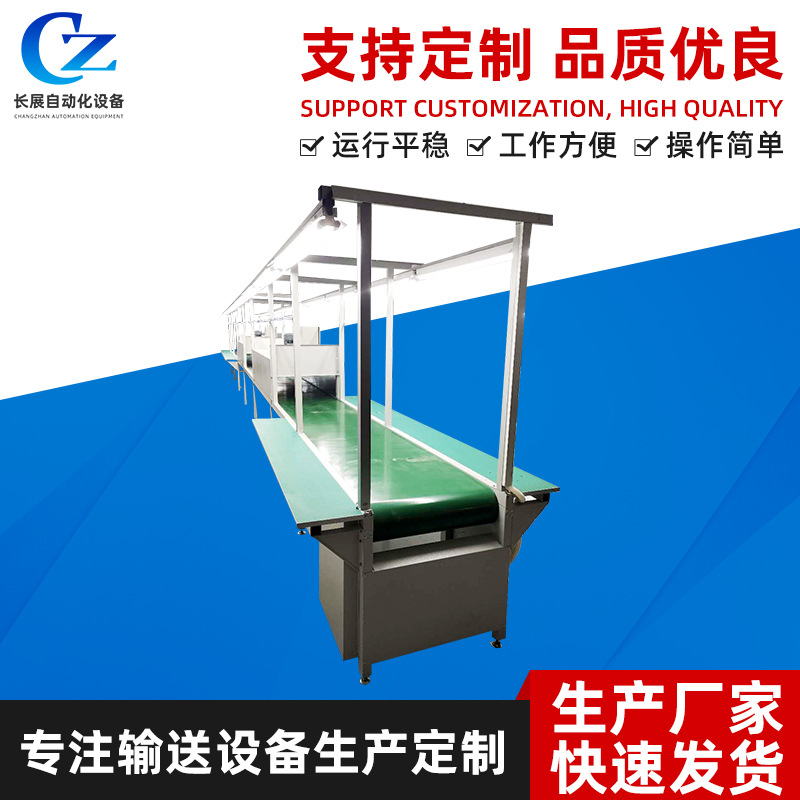
深圳市帝龍科技有限公司:隧道爐涂裝生產線 烘干線 烤箱涂裝設備 噴漆烘干生產線 隧道爐烘干線 隧道爐【按生產要求定做】 工業隧道式生產線 隧道式烘干系統 烘爐生產線 烘干隧道爐 涂裝隧道爐流水線 不銹鋼網帶隧道爐 塑膠烤漆PVC隧道爐 金屬制品隧道爐烘干線 吸油煙機生產流水線 UV隧道爐玻璃涂裝線 工業涂裝設備 涂裝設備流水線 涂裝前處理設備 烘烤設備 水簾柜懸掛線 隧道式固化爐 烘干流水線 熱風隧道烘箱 自動噴漆烘道 玻璃絲印烘干線 絲印IR隧道爐 絲印爐 絲印線 烘干線 烘隧道爐 不銹鋼網帶線 烤漆線噴油拉 生產線 噴油拉 隧道爐烘生產線 五金網帶拉 鼓風烘箱 高溫烤箱 自動固化爐
最佳回答:
通過以下6點預防
1、噴涂不均勻,局部和全面過厚,易流掛
預防:控制涂層厚度適中;
2、稀釋劑過量,涂料粘度偏低,易流掛
預防:避免過來加入稀釋劑,且避免加入非配套稀釋劑;
3、被涂面溫度過高和過低,易流掛
預防:噴涂時調節車間溫度,嚴格控制涂料的施工黏度和溫度;
4、噴涂操作不當,重槍過多,或噴涂距離和角度不正確,易流掛
預防:使用正確的噴涂方式,噴槍離工件不要太近,噴槍與工件保持直角,勻速走槍,噴槍與工件成直角,噴槍與被涂工件保持30CM左右距離;
5、在光滑的被涂物或漆膜上噴涂新漆時,也容易發生垂流,易流掛
預防:在光滑的平面是涂裝時,在噴涂前要預先打磨;
6、在刷涂時,沒有很好地把厚的地方刷開涂料,易流掛。噴涂時,不良的槍法就會導致流掛,或者在某一局部噴得過厚。這有可能是槍嘴離得太近,并且移動不快,不能保證均勻漆。
預防:需要在實際施工中積累施工經驗。

擴展資料:
流漆原因
首先,不同的油漆廠家的油漆由于配方差異,原材料差異,技術水平高低不一樣,抗流掛性能必然不一樣,噴漆經驗豐富的噴漆師傅一噴就知道,某些品牌油漆閉著眼睛噴都不留掛,而有些油漆稍微不注意就流掛了,這就是區別。
影響油漆本身抗流掛性能的因素很多,如:體積固體份、粘度、流平性、表面張力、殘留溶劑的揮發速率和殘留溶劑的溶解能力、溶劑揮發速度、施工流變性等,眾多因素影響油漆本身抗流掛性能,但是這次因素必須綜合考慮,如:
粘度高則抗流掛性好,但是不利于施工及流平; 提高溶劑揮發速度可避免流掛,但是溶劑揮發速度過快會降低油漆流平性和潤濕性,影響漆膜光澤、致密性等;施工流變性中,我們希望噴涂施工的時候油漆粘度低些,一旦施工完成后我們又希望粘度可以迅速提高,從而避免流掛,然而還要考慮漆膜是否流平等等……
所以油漆流掛性能的提高并一朝一夕的工作,需要長期調整技術配方才能完成。
一般來說面漆由于固含低,粘度低,細度低等原因,面漆容易流掛,其次是底漆,抗流掛性能最好的是中間漆及高固含厚漿型的油漆。
參考資料:
百度百科-油漆
其他答案1:
關注3個關鍵技術要點:
-
噴槍的距離。
-
顏料的濃度。
-
噴槍的移動速度。
要點1:保持噴槍盡可能的垂直,然后從左到右或從上到下。距離約20厘米。
要點2:油漆濃度偏濃
要點3:槍的速度應該是均勻平行的,風扇應該是上掃的1/3左右。你移動的速度取決于你的眼睛。如果有霧,它沒有被噴灑足夠,可以清洗。如果是光滑的,就噴得夠多了。在短時間內,不要把它噴在光滑的地方。你要把霧控制在平滑的程度。多了會流,少了油漆面不光滑,不飽滿。

擴展資料
人造漆的一種,用硝酸纖維素、樹脂、顏料、溶劑等制成。通常用噴槍均勻地噴在物體表面,耐水、耐機油,干得快,用于漆汽車、飛機、木器、皮革等。該物質有毒性,對身體有一定影響,不同品牌的噴漆由于成分含量不同毒性也不同。使用時應特別注意安全,避免吸入和皮膚接觸。
-
中文名
-
噴涂
-
外文名
-
Spraying
-
原 料
-
硝酸纖維素、樹脂、顏料、溶劑
-
特 點
-
耐水、耐機油,干得快
參考資料:噴漆-百度百科
其他答案2:
主要看3個技術要點。1、是噴槍距離。2、是油漆濃度。3、噴槍的移動速度。第1點:噴槍與漆面盡量保持垂直,然后從左至右或從上至下。距離大概20cm。第2點;油漆濃度偏濃,這個只有你慢慢試了,描述不清楚。第三點;噴槍移動的速度要均勻、平行,噴扇大概壓住上一掃的1/3。至于移動的快慢就要憑你的眼睛。不熟練時只有噴漆時對著光看剛剛噴過的地方是的光滑度,如果是霧的,就還沒噴夠,可以補一掃,如果光滑了,就噴夠了,短時間,絕對不要再噴光滑的地方。要拿捏霧狀到光滑的臨界點。多了就要流,少了漆面就不光滑,不飽滿。
另外:要把噴槍調整成扇形的噴面并與移動方向垂直。
其他答案3:
是做手機美容的?你的噴嘴是不是調的很大。要注意他和插針的距離,在看看漆是不是調的不好。開油水不能太多
其他答案4:
怎樣噴漆才能保證均勻涂噴不流漆:
-
噴槍與漆面盡量保持垂直,然后從左至右或從上至下。距離大概20cm。
-
油漆濃度偏濃,這個只有你慢慢試了,描述不清楚。
-
噴槍移動的速度要均勻、平行,噴扇大概壓住上一掃的1/3。至于移動的快慢就要憑你的眼睛。不熟練時只有噴漆時對著光看剛剛噴過的地方是的光滑度,如果是霧的,就還沒噴夠,可以補一掃,如果光滑了,就噴夠了,短時間,絕對不要再噴光滑的地方。要拿捏霧狀到光滑的臨界點。

最佳回答:
這里有兩個問題。
-
什么溫度噴涂涂料利用率最高?
一般情況下,對于粉末涂料,工件表面溫度50度左右最適合噴涂,此時上粉率高,而且工件表面不容易“結露”。
-
什么溫度下固化有利于涂層表面流平?
不同的涂料需要不同的固化溫度。這個需要遵循涂料說明書中指定的工藝參數。對于粉末涂料,一般固化溫度為180-200度,電泳涂料固化溫度為170-190度。油漆一般常溫和加熱固化的都有。加熱固化一般為70度左右。汽車罩光清漆的固化溫度一般為150度左右。
最佳回答:
首先肯定像您這樣求解的人不多。
像您說的現象,最有可能的是和溫度有關。底材的溫度和環境的溫度高會產生干噴,流平性差、針孔等現象。底材的溫度和環境的溫度低就很容易造成流掛,這種流掛很多表現為冷流。細細看像波浪起伏,嚴重的小塊區域會直接整體流到下方。
解決這樣的方法:
1、要注意空氣的相對濕度,現在這個季節霧天、陰雨天不要作業,即使在室內施工。
2、注意環境和底材溫度,盡量在下午施工。
3、可以適當給油漆加溫,有一種加熱泵,但現場你們可能不會有。你可以把油漆桶放在熱水里試試。要讓油漆和底材有一定的溫度差。但油漆溫度加溫不要太高。否則會破壞油漆內的添加劑。
4、控制手勢,壓槍、收槍、速度、角度、距離等最有可能造成涂層缺陷。
5、根據泵的大小比例,調整好進口空氣壓力、油漆的粘度、管子的長度、噴嘴的大小等。
6、可采取一些防流掛技術,如做粘結層、虛槍飛霧等。比如在涂裝底材上較遠很快的甩幾槍,2-3分鐘后再噴。
等等等。。。
希望對您有幫助!
其他答案1:
底面打光也會有。
應用中希望油漆噴涂后可以“自流平”以有一個平整光滑的表面,但這個“自流平”的性能在立面上就會造成桔皮類的斑紋,嚴重情況下的凹凸感很強,稱之為“流掛”。
你這種情況和施工關系不大,應該是油漆的問題。一般要求油漆在攪動的情況下粘度很低,但外力消除后粘度急劇上升。如果你認為是施工的問題,那么很可能是你用的稀料不適合你用的油漆,盡量用強溶劑,再選擇溶劑的揮發速度。
其他答案2:
油漆不是立即凝固型的,立面噴后肯定會產生下滑的桔皮紋,一次不宜噴太厚或過濃。
其他答案3:
可能是打磨墻面的底沒有打光,不平整。
最佳回答:
以歐寶隆木門公司經驗:噴漆流平段時間太長會容易造成噴漆工件的邊緣、邊角部分有漆流或掛漆現象,同時,也可能會造成漆面的光澤度不穩定(會亮一些),還有漆膜硬度不夠等,建議你可在稀料是加適量的快干水就可解決了。
其他答案1:
分兩個階段,噴漆前熱流平9-15米*6-9分鐘;可以提高油漆的揮發分子加速;噴漆后冷流平5-10米*60度。
其他答案2:
請問你是噴哪種東西 一般性的話干到手碰上去不會有粘手 手按上去有指紋但不會粘走漆那種感覺 要是不放心 當然可以等到干手后去烘
最佳回答:
兩遍和三遍都可以,要看清漆的流平度(有人叫橘子紋),流平就行了,夏天5分鐘間隔,冬天要10分鐘;根據溫度來看。
噴清漆時注意:
1、等色漆噴涂后閃干5~15min,使部分溶劑揮發,涂膜變得干燥后才噴涂,可用手指輕輕觸及涂膜而不沾上顏色時即可噴涂罩光清漆。如果色漆表面比較粗糙或防止有灰塵。可用除塵布與壓縮空氣邊吹邊擦一遍。擦完后用脫脂劑脫脂(行業內稱為除油劑除油)。
2、罩光清漆的第一遍噴涂以霧噴為主,不能噴涂過厚,以稍許能出現光澤的程度噴涂,噴槍的運行速度可稍快。
3、第二遍罩光漆噴涂是裝飾用,要噴出亮度;注意平坦性、光澤度。用雙程(來回)噴涂方法重疊地噴涂,噴槍運行采用正常或稍慢的速度。
其他答案1:
你在4S店里嗎?我是在一個普通的汽修廠,烤漆房有點老,所以加溫幾乎沒用過,特別是冬天的時候,噴漆很容易流掛。我以前也經常那樣,可我發現噴漆的時候只要槍調好了,走穩了,就不會了,你可以調好清漆后用手感覺一下氣體的流向,就是如果你氣壓調大了,這時扇面中間有點虛,漆都會霧到兩邊,氣壓調好后,如果你害怕流掛的心理而吧漆調的稠了,就更容易流掛了,因為噴出的漆膜會厚,如果加溫很好的話還好點,但噴出來亮度不夠,還有很大的橘子皮,要吧清漆跳的稍微稀點,就是你用調漆尺子攪拌漆的時候拿出尺子時候溜的很快,一滴滴的流,而不是那樣流下一條細線,也不能太稀了,都準備好以后,開始噴漆的時候第一遍要快走,你的目的不是吧漆噴出亮度,而是要讓清漆和面漆結合就好,噴完后你會看到會有多多少少一點下漆霧留下疙瘩,有的地方亮點,有的地方粗糙點,這樣噴第一遍后,等幾分鐘,你用手背摸下隱蔽的地方看是不是還很黏,如果稍微有點黏,感覺已經半凝固了,就噴第二遍,這第二遍一定要走實。走穩,不能亂,因為你要吧上次有漆霧的地方都蓋住,噴出亮度,只要這樣別斷續,一氣呵成,肯定就差不多了,這是噴比較平整的面,要是噴要重疊的地方,那就心中記著上一槍噴到哪個地方,避免過多的重疊現象,就不會流掛了,基本這兩邊下來就差不多了,由于本人用的噴槍霧化不太好,漆也不好,噴次數多了而就感覺不透亮了,特別是有的車線條會變的和粗,最嚴重的是時間久了容易分層,祝兄弟好運,本人也是噴漆工,有機會好好討論一下,個人經驗,希望對你有一點幫助!!
其他答案2:
能發現場噴清漆的過程嗎
其他答案3:
正常是兩遍。如意全車需要的話是三遍,看自己壓槍決定,素色漆如果噴漆面積多在壓出亮度的情況下一邊就行,怎么不流這個沒辦法回答你,哪個油漆工都回答不了。大致的答案是不要重槍、一槍一槍壓好就行了還有走槍要均勻。無非就是這些話
最佳回答:
這個要根據采購的噴漆設備的裁定了,他們會有指導的 ,一般噴漆烤漆一體的
其他答案1:
如果是采用手動無流水線的噴漆方法,那么建議你將產品放進烤箱前在無塵的環境下讓已噴好的產品靜止5~10分鐘(這叫冷流平)再放進固定烤箱烘烤,一般普通單組份油漆烤15分鐘左右,雙組份油漆要烤30~45分鐘,溫度設為70度,可正負5度,產品必需是冷卻后包裝(不過烤的溫度跟產品的材質與結構也是有很大關系的,視情況驗證后確定最終烤箱溫度)
如果是采用手動流水線且帶隧道烤爐的噴漆生產線的話,那么建議流水線上的烤箱設置多節溫控,流水線前面的1~3米可以不要有爐溫,后面的每節烤爐溫度由底到高設置,每節可遞增5~10度(因流水線上的烤爐不是全封閉的,所以烤爐的溫度要適當的比固定烤箱的溫度高10~20度左右,具體視產品情況而定).
如果是采用自動噴漆生產線噴漆的話,建議在設計線體的時候(線體一般是1~6米可調的)要按線體每分鐘跑5米的線速,設置不少于5分鐘的泠流平段,其它溫度控制方法同樣采用多節烤爐來控制.
以上僅供參考!
其他答案2:
如果是采用手動無流水線的噴漆方法,那么建議你將產品放進烤箱前在無塵的環境下讓已噴好的產品靜止5~10分鐘(這叫冷流平)再放進固定烤箱烘烤,一般普通單組份油漆烤15分鐘左右,雙組份油漆要烤30~45分鐘,溫度設為70度,可正負5度,產品必需是冷卻后包裝(不過烤的溫度跟產品的材質與結構也是有很大關系的,視情況驗證后確定最終烤箱溫度)
如果是采用手動流水線且帶隧道烤爐的噴漆生產線的話,那么建議流水線上的烤箱設置多節溫控,流水線前面的1~3米可以不要有爐溫,后面的每節烤爐溫度由底到高設置,每節可遞增5~10度(因流水線上的烤爐不是全封閉的,所以烤爐的溫度要適當的比固定烤箱的溫度高10~20度左右,具體視產品情況而定).
如果是采用自動噴漆生產線噴漆的話,建議在設計線體的時候(線體一般是1~6米可調的)要按線體每分鐘跑5米的線速,設置不少于5分鐘的泠流平段,其它溫度控制方法同樣采用多節烤爐來控制.
最佳回答:
我只能建議你加點慢干的稀料,或者找廠家要點流平劑!!
其他答案1:
可以再次涂漆或打磨處理
油漆在基層表面出現下滴、下垂、漆膜不平的現象都可稱之為油漆流墜。主要原因有配制的油漆太稀,附著力差,部分油漆在重力作用下產生流淌;涂刷或噴漆太厚,漆膜過重下墜;施工環境溫度過低,漆膜干得慢;油漆中含重質顏料過多,部分油漆下垂;物體基層表面不平,漆膜厚薄不均勻,干燥速度不同,漆膜過厚的部位容易流墜;物體基層表面有油、水等污物與油漆不相容,影響黏結,造成漆膜下垂。
首先我們要選擇質量好的油漆和揮發速度適當的稀釋劑,并控制其滲入量。煙臺市普源涂料其次會對物體表面應處理平整、光潔,清除表面油、水等污物。再次施工環境溫度應符合油漆種類的標準要求,如清漆宜在20至27攝氏度,并在3小時以內涂刷完成。再次涂漆時應按工藝程序進行:先豎向、橫向、斜向,最后再豎向將油漆理平,使油漆的涂膜厚度均勻一致。最后噴漆時的噴槍移動速度及距離物體的遠近要控制均勻,按規定工藝程序進行,先豎向噴,環向噴,再橫向噴,使漆膜形成均勻,厚薄一致。
油漆膜的表面粗糙具體表現為油漆成膜之后,表面不平,有砂粒狀凸起或小氣泡狀。原因主要有漆料內顏料過多或顆粒太粗;漆料本身不干凈,混有雜物,沒過篩就使用;調配油漆時的環境氣溫低,漆內的氣泡沒有完全散開排出;物體表面未清理干凈,有砂粒等雜物,涂刷時混入漆膜內;使用的盛具(刷子、漆桶、噴槍等)不潔凈,有殘留雜物帶入油漆中;施工環境清理及防護不夠,涂刷中有灰塵、風沙等雜物粘到刷子上或落在漆膜上。
其他答案1:
產生麻點是因為油漆中的金屬粉沒有流平就已經凝固,花是因為你噴槍距離過近,噴涂過濕,因為看到有麻點,想要把麻點蓋住噴的過厚過濕,正常噴涂場所要求是25度±2度,濕度是65%±5%,看你描述的那場合是溫度過高,導致車身溫度過高,油漆沒等流平就揮發,所以你應該盡量降低車身溫度,再就是濕噴薄噴,噴兩到三遍,槍距稍近,走槍微快,不過這只是純理論,具體尺度應和環境溫濕度而定。
其他答案2:
可是,噴漆得要把原車漆的顏色打掉。那不是恢復不了原車的顏色了。你要是很喜歡銀色的話,有一種進口膜,是貼上去的。看起來的效果比噴漆的還要好看,而且又不用把原來的車漆顏色打掉,你要是過個幾年不喜歡銀色的話,可以直接撕掉,一點都不粘膠的哦,還完美保護原廠車漆。材質跟顏色有很多種哦。
其他答案3:
槍走勻,底子做的好,一切OK