| 產品規(guī)格及說明 | |
|---|---|
| 設備品牌:帝龍 | 設備型號:DL_A1616 |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 用途:玻璃 | 莫氏硬度:7 |
| 原產地:惠州 | 熔點:1700(℃) |
| 密度:2.9(g/cm3) | 二氧化硅含量:99(%) |
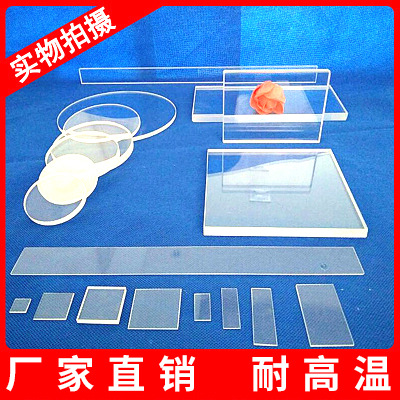
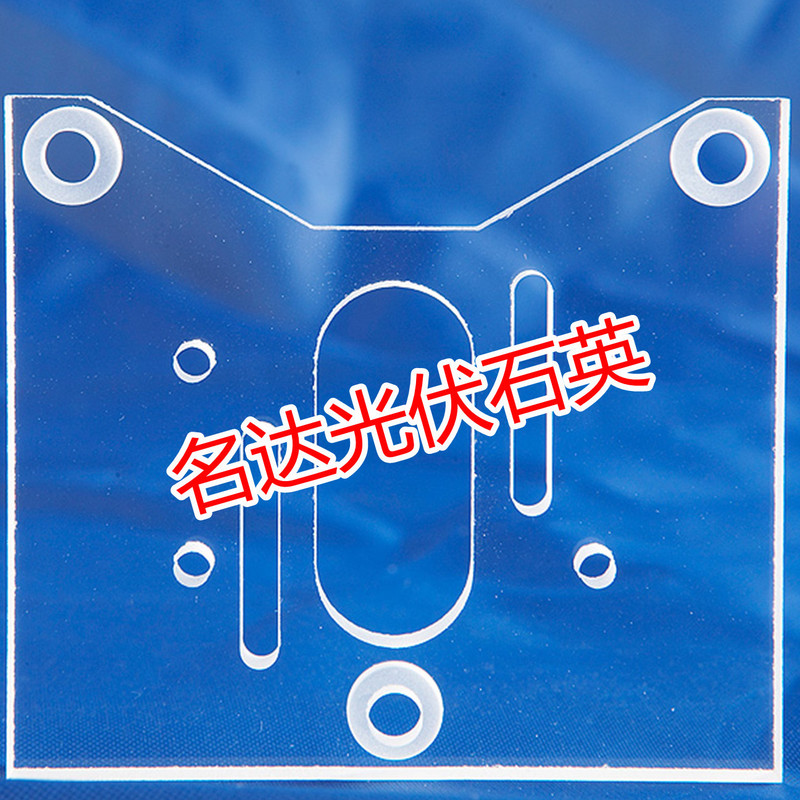
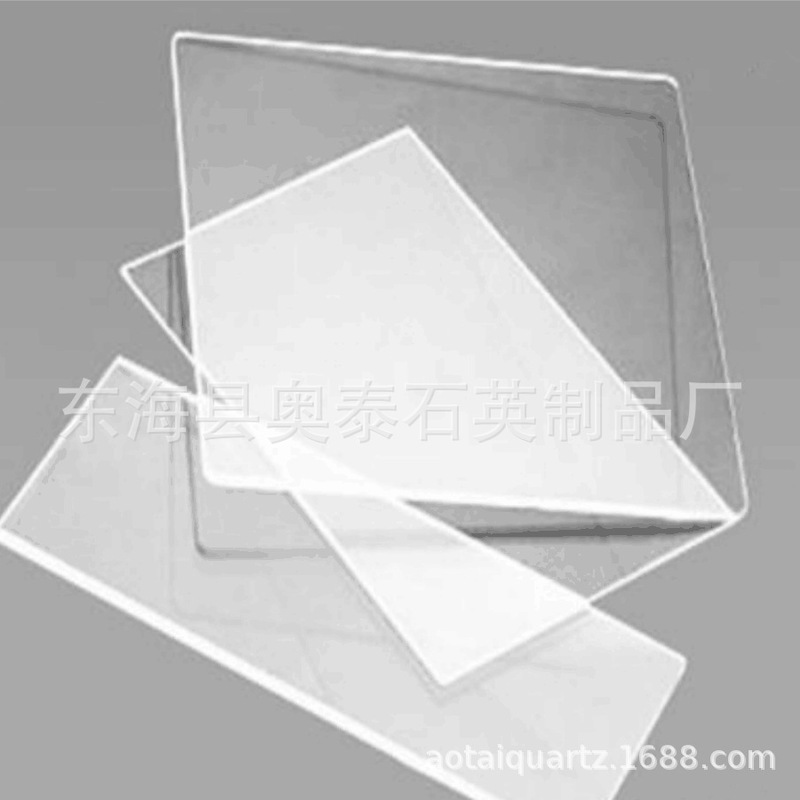
| 產品標簽:石英玻璃片,石英玻璃板,玻璃銑槽 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |





變色龍科技(惠州)有限公司深圳市帝龍科技有限公司,是一家占地面積3500m2,60多名員工專業(yè)從事玻璃精密深加工的工廠實體。勇于創(chuàng)新,敢于挑戰(zhàn)玻璃加工的極限,滿足客戶所需所想!
業(yè)務有兩大類,一類是公司的核心業(yè)務,根據(jù)客戶來圖、來料加工或定制精密玻璃。工欲善其事,必先利其器。現(xiàn)階段,公司有日本Speedfam的單面和雙面研拋機、環(huán)拋機、法國DMG超聲波加工中心、超大尺寸加工中心(2米*1.2米)、超大尺寸平面磨床(1.6米*0.6米)、臺灣精一CNC切割機、薄片平板清洗機、超聲波槽式清洗機、平面干涉儀、二次元檢測機等一大批精密加工及檢測設備,為做好優(yōu)質產品打下堅實基礎!公司絕大多數(shù)生產員工和技術員,十幾年來一直從事精密行業(yè),從未離開。穩(wěn)定專業(yè)的團隊,不懈努力追求的精神,保證了我們產品的過人質量,鑄造了我們的信譽!
另一類是原材料,我們莊嚴承諾,保證原廠正品提供各種各樣的進口電子玻璃、光學玻璃、特種玻璃等,如德國肖特Schott的Borofloat 33、ZERODUR、Robax、AF32, 美國康寧Corning大猩猩Gorilla(13715339029)、Eagle-XG、Pyrex7740等,以及優(yōu)質光學石英玻璃(JGS1JGS2JGS3),甚至可以根據(jù)客戶特殊所需開發(fā)新的玻璃原材料,全力為客戶打造一個精密玻璃的超市。
我們磨礪前行,我們一直在路上!我們做“好”玻璃!
線切割有什么辦法割石英玻璃,普通金屬線切割如何改裝,有哪些地方必須改,最好能幾我在想辦法工藝改革,,線切割有什么辦法割石英玻璃,普通金屬線切割如何改裝,有哪些地方必須改,最好能幾我在想辦法工藝改革,線切割有什么辦法割石英玻璃,普通金屬線切割如何改裝,有哪些地方必須改,最好能幾根線同時切割,我在想辦法工藝改革,請大神幫忙。
最佳回答:
線切割也稱電火花線切割,前提是被切割材料必須是導體,石英玻璃是非導體,也就是說是絕緣體,因此,線切割無法割石英玻璃。
其他答案1:
日進單線截斷機
最佳回答:
做線割維修也是可以的,關鍵是要清楚線切割機床的工作原理,幾大系統(tǒng)分別弄清楚了,不管生產廠家如何變換機床電路都是可以維修好的。
其他答案1:
我也做線切割好多年了,線切割維修要會電路,其他的也沒什么了
最佳回答:
一毫米以下的薄板不用打磨也可以加工
其他答案1:
最好是打磨掉,否則容易造成不能導電,容易斷絲。
其他答案2:
需要打磨掉,油漆涂層不導電
其他答案3:
最好是打磨掉,不過您可以根據(jù)你切割的軌跡,打磨相應的部分。如果是薄的話,那砂紙打磨就好了。
最佳回答:
1。切割鋸切割。就是電機帶動切割鋸片旋轉,將物體切斷。
2。電氣焊切割。利用乙炔等可燃氣體將物體融化進行切割。
3。線切割。原理比較復雜,在百度百科搜索一下吧。
4。等離子切割。以工作氣體作為導電介質,攜帶熱量、熔化加工金屬并吹除切口中的熔融金屬來達到切割目的的。而等離子切割又分為等離子空氣切割,等離子氮氣切割,等離子氧氣切割等。
線切割與等離子切割是切割質量比較好的兩種。
其他答案1:
管道切割么?
其他答案2:
切割什么東西啊?
有線切割。激光
機械加工、氣刨、等離子切割和象破爐料一樣的破鐵。線切割也是一種方法,但是如果是鑄件的話由于金屬表面和內在有非金屬物,一般使用線切割效果不好。
最佳回答:
必須要知道是多厚的板.
你在割多大的圓,冷沖壓行不行,也有一種叫打孔器的手動工具,不過孔不能太大.
不知道你的數(shù)量大不大,如果量很大,可以考慮開發(fā)專用的鋸床來進行加工,照你所說,只有鋸割符合要求.
如果只是一兩個,可以用手工來鋸.
如果不在乎設備造價的話,可以采用臺灣型的立式帶鋸床來進行改造,用壓縮空氣進行冷卻排屑,大型立柱加上直臂,把鋸床安裝在直臂上,可以進行遠程控制.
照你所說,我猜想可能是用于海上鉆井平臺,不知是否正確,我在深圳,如果需要,可以談談.
其他答案1:
有專門的鋼板切割機的,不過只能切直線。你可以找賣機械設備的問一下
要切圓形應該只能用線切割了,不過外協(xié)價格不低。如果對精度要求不高的話也可以用普通鋼板切割機切成方形,再切掉4個角,最后用砂輪打磨圓滑,就是人工大
你到底是要切下鋼板還是要打孔?打孔的話找個數(shù)控鏜床就可以了。還有你這個工件有多大?如果是化工上的反應容器的話那只能用工業(yè)機器人了,價錢嚇死你
2.5m直徑可以用線切割解決,不過線切割也要用肥皂水的。另外仔細看你的要求貌似根本做不到,又不讓人用水冷卻又不讓人產生高溫,鋼鐵切割還有不產生熱量的辦法?不用水冷用油冷可以么?
其他答案2:
高壓水射流切割的原現(xiàn)是將水增至超高壓100~400MPa,經(jīng)節(jié)流小孔(φ0.15~φ0.4mm),使水壓熱能轉變?yōu)樯淞鲃幽埽魉俑哌_900mm/s)。用這種高速密集的水射流進行切割。磨料水射流切割則是再往水射流中混入磨料粒子,經(jīng)混合管形成磨料射流進行切割。在掙料射流中,水射流作為載體使磨料粒子加速,由于磨料質量大、硬度高,磨料水射流較之水射流其射流動能更大,切割效能更強。磨料水射流切割設備的組成和流程如下:
供水系統(tǒng):是將水質軟化,使PH值達到6~8,并精濾到0.5μm以下。藍寶石水噴嘴的工作壽命取決于水質,直接用自來水時壽命僅為34h,用軟化水壽命為78h,用混合層軟水壽合高于200h [24]。
增壓系統(tǒng):增壓系統(tǒng)是設備的關鍵部分,其核心是增壓器。增壓比一般選10:1~20:1。比在420MPa時將被壓縮12%。為使水壓穩(wěn)定在上5%之內,需在增壓器與噴嘴之間設置蓄壓器。增壓缸和蓄壓缸都是超高壓壓力容器,因此要有足夠的疲勞強度和工作壽命。
高壓水路系統(tǒng):高壓水路連接增壓系統(tǒng)和切割頭裝置。要采用超高壓鋼管和旋轉接頭,鋼管要有撓鉤性,各類接頭要小巧、可靠、靈活,旋轉接頭要有多種旋向型式和一定的工作壽命。
磨料供給系統(tǒng)包括料倉、磨料、流量和輸送管。料他形狀和料內的網(wǎng)篩要保證磨料供給通暢、不至堵塞。流量閥應能控制磨料流量的通斷和大小,還應能排除輸送管中的水分。
切割頭裝置:切割頭包括高壓水開關閥和寶石噴嘴、水/磨料混合室和混合管。混合管是易損件。以前用硬質合金制造,精切割時使用壽命約2h,精切割壽命約10h。現(xiàn)改用工程陶瓷材料壽命高達20~100h[25]。
接收裝置:置于切割頭和工件的下方,用來收集切割剩余射流。具有消能、降噪、防濺和安全等功能。射流暴露會產生高達420dB(A)的噪聲。設置接收裝置后,使噪聲被控制在80~90dB(A)以內。
運動控制系統(tǒng):高壓水射流切割是一種高精度的切割工藝方法,必須由高精度的切割設備來實現(xiàn)。目前的切割設備均是微機控制或由工業(yè)機器人操作,可實行五軸聯(lián)動。重復精度可達±0.05mm。
高壓磨料水射流切割無塵、無味、無毒、無火花、振動小、噪聲低。尤其適合惡劣的工作環(huán)境和有防爆要求的危險環(huán)境。它可以切割各種金屬、非金屬材料,各種硬、脆、韌性材料,如鈦鎳合金、陶瓷、玻璃、復合材料等。是目前世界上先進的切割工藝方法之一
其他答案3:
鋼板切割
鋼板切割指利用天然氣火焰(氧-天然氣)將被切割的金屬預熱到能夠劇烈燃燒的燃點,再釋放出高壓氧氣流,使金屬進一步劇烈氧化并將燃燒產生的熔渣吹掉形成切口的過程。
鋼板切割方法
-
火焰切割:火焰切割設備的成本低并且是切割厚金屬板唯一經(jīng)濟有效的手段,但是在薄板切割方面有其不足之處。與等離子比較起來,火焰切割的熱影響區(qū)要大許多,熱變形比較大。為了切割準確有效,操作人員需要擁有高超技術才能在切割過程中及時回避金屬板的熱變形。
-
激光切割:激光切割設備可切割4mm以下的不銹鋼,在激光束中加氧氣可切割20mm厚的碳鋼,但加氧切割后會在切割面形成薄薄的氧化膜。切割的最大厚度可增加到20mm,但切割部件的尺寸誤差較大。 激光切割設備的價格相當貴,約150萬元以上。
-
線切割:電火花線切割簡稱線切割。它是在電火花穿孔、成形加工的基礎上發(fā)展起來的。它不僅使電火花加工的應用得到了發(fā)展,而且某些方面已取代了電火花穿孔、成形加工。如今,線切割機床已占電火花機床的大半。
-
剪板機:剪板機是借于運動的上刀片和固定的下刀片,采用合理的刀片間隙,對各種厚度的金屬板材施加剪切力,使板材按所需要的尺寸斷裂分離。剪板機屬于鍛壓機械中的一種,主要作用就是金屬加工行業(yè)。
-
等離子切割機:等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬部分或局部熔化(和蒸發(fā)),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
-
超高壓水切割:超高壓水切割又稱水刀和水射流,它是將普通的水經(jīng)過多級增壓后所產生的高能量(380MPa)水流,再通過一個極細的紅寶石噴嘴(Φ0.1-0.35mm),以每秒近千米的速度噴射切割,這種切割方式稱為超高壓水切割。
其他答案4:
神麒切割氣,成就您完美切割。
最佳回答:
可以做一個可轉動的導電快,最好用合金做的,原理和導輪一個,還有速度要90左右,電流2到2安5就行,那樣可以改進一下你現(xiàn)在的狀況
跟工件沒火花是因為電流參數(shù)或跟蹤過快過慢了產生短路了。跟導電塊有火花是因為上面鋁切割泥,導電性能差了起火花了。用刷子蘸點柴油清洗下試試
其他答案1:
線切割割鋁最好的方法是不要導電塊。加個專用進電裝置專用導輪,使線切割機適應鋁加工的特殊要求。
因為如果不用割鋁進電器,線切割機床用普通鉬絲割鋁的時候,很傷導電塊,而且極易斷絲。其原因是切鋁時,會產生大量氧化鋁或表面粘有氧化鋁的顆粒,他們表面極硬具并有磨粒性質,以此做研磨劑使鉬絲與導電塊接觸部位很快就會磨損,同時使鉬絲與導電塊產生放電現(xiàn)象,導電塊很快產生深溝。用于切割鋁材料時,由于鋁的導電率比一般黑色金屬導電率高,且材料硬度又比較軟,因此用常規(guī)線切割時由于導電率較高,容易引起鉬絲與工件短路。 切鋁不但廢導電塊,很快就形成深溝,而且這個深溝極容易把絲夾斷。
其他答案2:
問題復雜就是說機器要改一下可以好一點!就是絲桶進電,但是不好改啊!還有有的鋁割起來還是蠻好的!
其他答案3:
可以做一個可轉動的導電快,最好用合金做的,原理和導輪一個,還有速度要90左右,電流2到2安5就行,那樣可以改進一下你現(xiàn)在的狀況(本人也是割鋁一年之久了,沒有其它好方法了),
其他答案4:
跟工件沒火花是因為電流參數(shù)或跟蹤過快過慢了產生短路了。跟導電塊有火花是因為上面鋁切割泥,導電性能差了起火花了。用刷子蘸點柴油清洗下試試。
鋁件內部往往有砂眼,雜質等,不易切割
如果長期切割鋁,建議換用寶石導輪
最佳回答:
數(shù)控高速走絲線切割加工鋁材料時,導電塊磨損特別嚴重,導電塊上面很快就形成深溝。鋁材料是生產加工中必備的常用金屬,不可能放棄應用,所以就必須解決這一問題,下面我們來看看應該從哪幾個方面進行處理。
1.脈沖電參數(shù)的合理搭配:數(shù)控高速走絲線切割加工時,較寬的脈沖寬度容易產生比較大的氧化鋁或表面粘有氧化鋁的顆粒,脈沖間隔過小的話也會產生較大的顆拉。而電極絲上極易粘附這些較大的加工顆粒,給加工帶來很大的負面影響。提高脈沖電源的空載電壓幅值,通過降低脈沖寬度、加工脈沖間隙,可減少加工屑枯附到電極絲上的可能性。
2.對工作液的要求:目前常采用乳化液的水溶液作為數(shù)控高速走絲線切割加工的工作液,常規(guī)配置比例是1:10(乳化液1份,水10份),而加工鋁型材料時,宜采用3:8的比例。為了保持工作液的清沽,使其正常有效地工作,并延長工作液的使用期,可使用厚的海綿,避免殘屑流人水箱,保持工作液的暢通,減少電極絲上加工屑的粘附。對海綿墊進行定期的清洗或更換。工作液的上下噴水量應均勻,以便及時把蝕除物排除。
3.操作技巧:可在上線架后端槽中加一塊海綿,高速往返的電極絲經(jīng)海綿摩擦,可去掉一部分粘附的氧化物,減少氧化物對導電塊的磨損,同時減少電極絲抖動,確保脈沖電源效率的正常發(fā)揮。還要注意勤更換導電塊的工作位置。
上面的方法不單是適合于切割鋁型材料,對一些較特殊材料的加工,如導電陶瓷、氮化硅和氮化硼,同樣可以借鑒。如果線切割進行大批量的鋁件加工,那么加工問題會比較突出,采用上述措施也不能從根本上解決問題,這就需要從機床改造的角度去考慮,就不再采用導電塊進電的方式,如采用絲筒進電的方式,可以適用于生產加工。
其他答案1:
線切割 加工鋁。我是搞維修的。我曾經(jīng)幫我的客戶改裝過幾次,效果還好。就是用碳刷頂住絲筒電機的軸上。用高頻負的線接在碳刷上的銅線上,這樣導電塊才不容易割進去。當然絲筒表面要跟電機軸通的。用萬用表量一下就知道。如果不通。那碳刷就要直接抵住絲筒表面了。接下來怎么固定碳刷應該難不倒你了吧。你們搞模具的這點很容易做到的。我只是告訴你方法。還有一種方法就是不用皂化液。用清水。什么也不放。割好后浸在火油里免得生銹。這種方法我親眼看見過。
其他答案2:
二樓正解。偶是用的著方法哈
其他答案3:
不大好加工
其他答案1:
可以的,裝上砂線,不要裝鉬絲,我就這么搞滴
其他答案2:
可以的 不過要買慢走絲
其他答案3:
不導電的都不行
其他答案4:
不可以,只能切金屬
最佳回答:
所有金屬都可以切割,但越堅硬的材料加工速度越慢,因為越堅硬的材料汽化溫度越高。
不導電的材料也可以用線切割,但較普通線切割設備不同,它需要先在不導電的材料表面鍍一層導電膜后再放電加工。
其他答案1:
導電性不好的金屬。對硬度什么的沒有要求。但要求必須導電。
比如鋁合金切割的很好,鈦合金導電性差,切割很慢。