| 產品規格及說明 | |
|---|---|
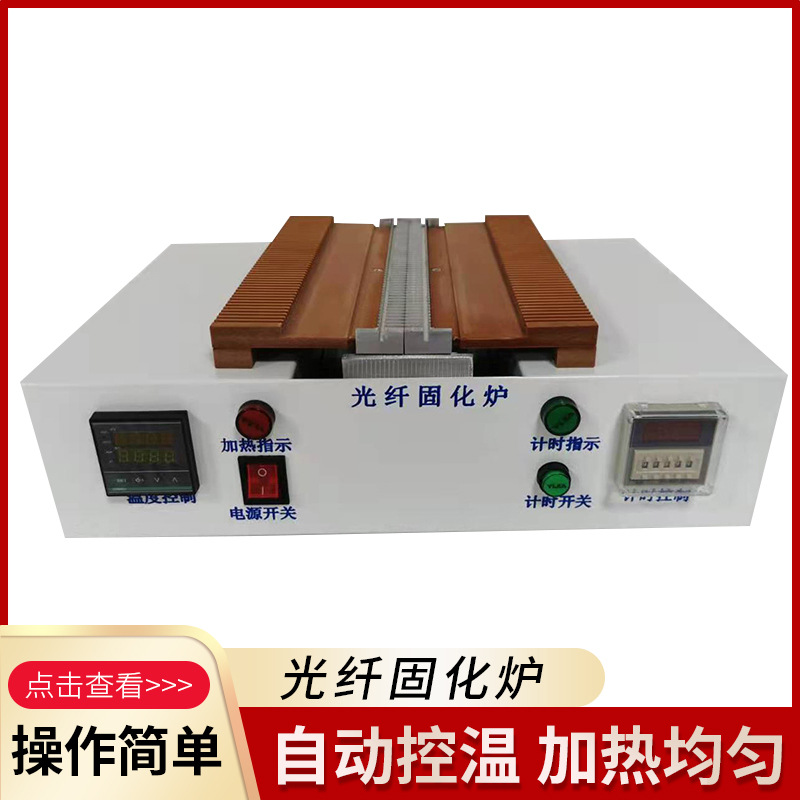
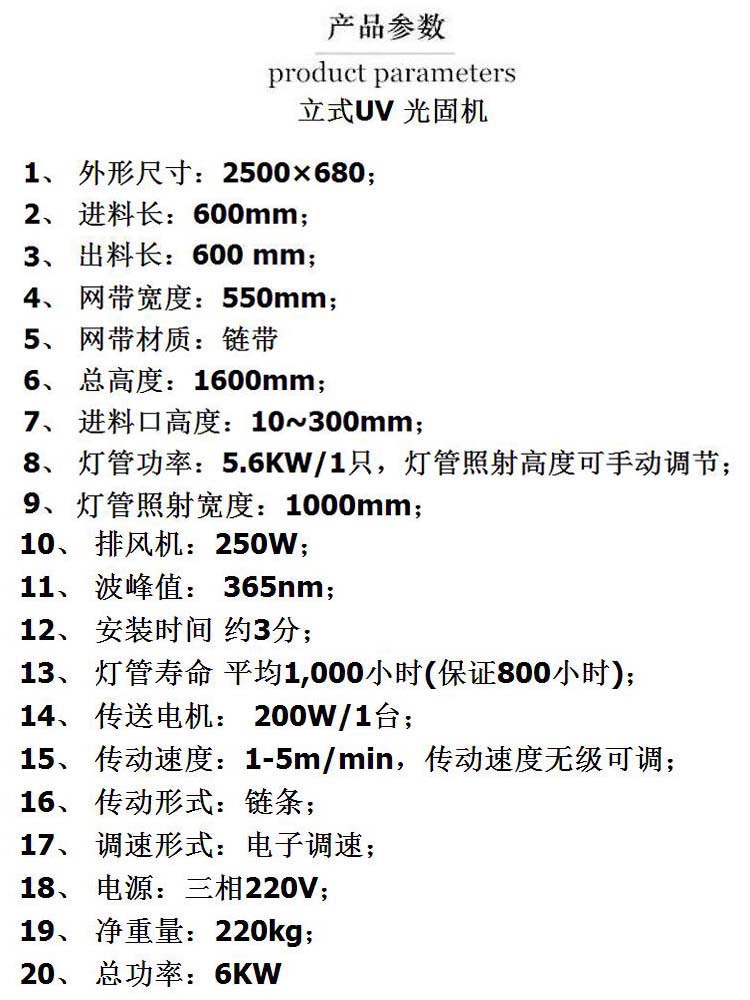
| 設備品牌:帝龍 | 設備型號:DL_A1854 |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 產地:深圳 | 是否進口:否 |
| 加工定制:是 | 重量:268(Kg) |
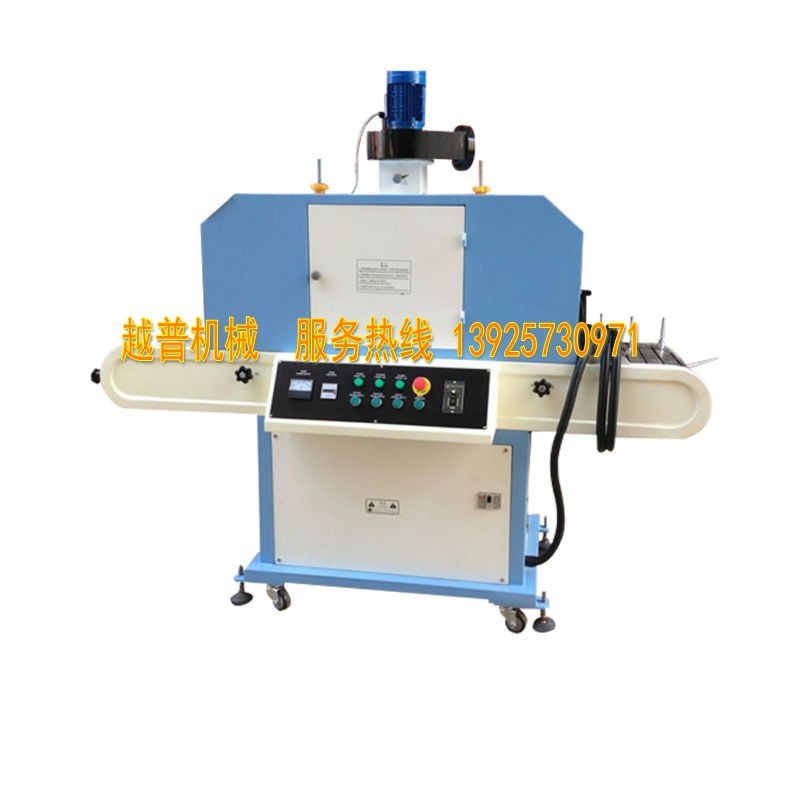
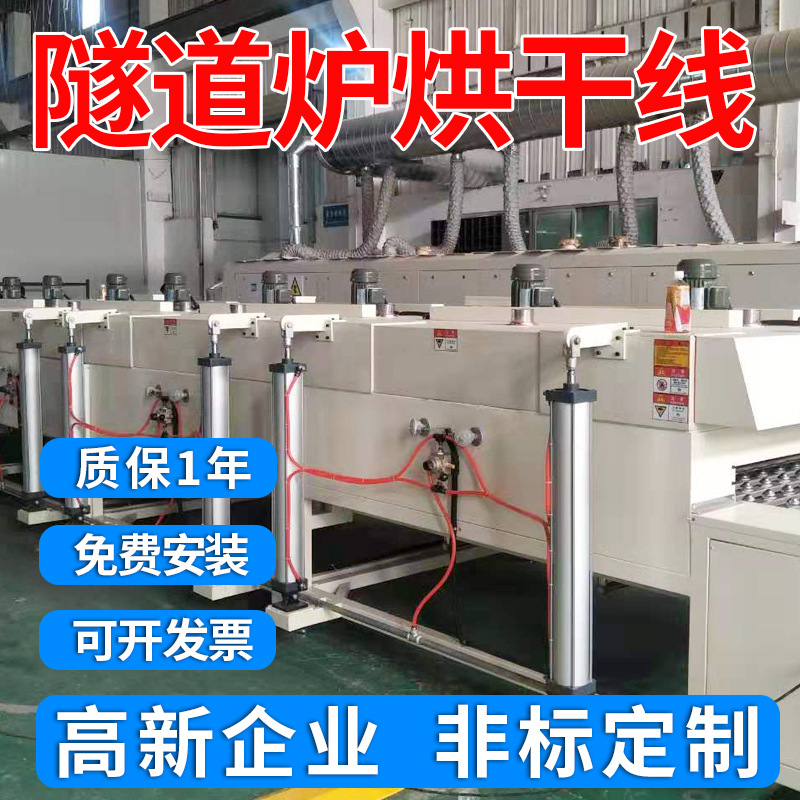
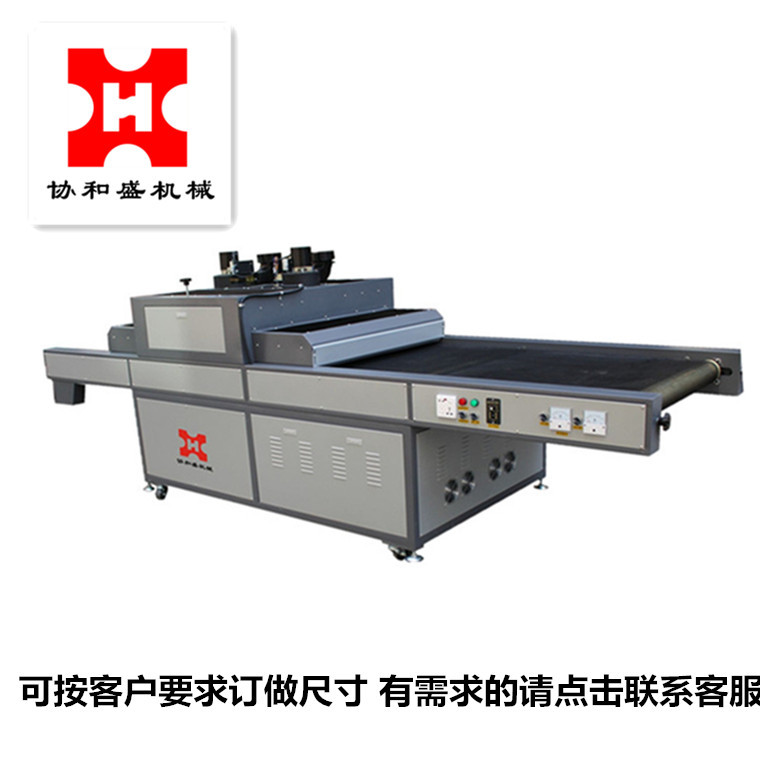
| 用途:烘干UV固化 | 外形尺寸:400*2200mm |
| 規格:400mm*2200mmUV機,600mm*2500mmUV機,全進口UV固化燈 | |
| 產品標簽:uv機固化爐,uv光固化爐,式uv固化爐,uv固化設備,uv光固化機,式360度旋轉,瓶子uv固化機,紫外線光固化機,紫外線uv固化機,廠家直銷紫外線,紫外線uv固化爐,uv紫外線光固化機,uv機固化爐紫外線,紫外線uv光固化機,廠家直銷uv光固化機 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |









最佳回答:
一般都是 紫外光固化 UV燈 自由基聚合 分工藝而已 絲網 輥涂 膠印 噴涂 采納
最佳回答:
1、光固化是指2113涂料成份中的單體或預5261聚體在汞燈的紫外線作用下4102發生交聯聚合反應.單體在紫外光作用下可以直接引1653發聚合,但聚合速度較慢文獻來源與"光固化" 相關的學術圖片
圖3丙烯酸聚氨酯光固化后樹脂的溶脹曲線 Fig.3 Swollen curves for UV-cured urethane acrylate photopolymers更多>>"光固化" 在工具書中的參考閱讀
光聚合紫外線"光固化" 在CNKI文獻中的參考閱讀
光聚合紫外線熱點年份中 "光固化" 的相關高頻被引文章
2005可見光固化齒科充填復合樹脂撓曲強度研究李之軼,許乾慰 – 被引次數 5 次紫外光固化涂料的發展狀況肖思煜 – 被引次數 3 次立體光固化快速成形用光敏樹脂趙與越 梁延德 劉利 – 被引次數 5 次高分辨率快速成型系統的光固化實驗研究胥光申 趙萬華 盧秉恒 – 被引次數 2 次2003紫外光固化膠粘劑組成與應用蔣龍平,李潤卿,劉翠華 – 被引次數 8 次Dyract flow流動復合體和光固化窩溝封閉劑3年效果評價謝富強 – 被引次數 7 次脂肪族聚氨酯紫外光固化涂料的研制楊康 孟軍鋒 李潔 – 被引次數 10 次紫外光固化粉末涂料張華東 張俊 – 被引次數 7 次2001紫外光固化涂料的研究現狀白新德,查萍,尹應武 – 被引次數 15 次混雜光固化體系的原理及應用陳明 陳其道 肖善強 洪嘯吟 – 被引次數 16 次高支化堿溶性丙烯酸化聚酯的合成及光固化性能馮宗財 王躍川 – 被引次數 14 次紫外光固化摻銪(Eu~(3+))聚氨酯膜的制備與性能羅云婷 趙愛華 吳承佩* – 被引次數 11 次1997玻璃離子水門汀與光固化復合樹脂聯合修復楔狀缺損療效觀察黃輝 – 被引次數 13 次可光固化星形超支化聚酯的合成與表征施文芳 – 被引次數 22 次光固化復合樹脂修復對牙髓的影響王航 – 被引次數 13 次紫外光固化木器涂料性能研究──齊聚物對涂膜性能的影響奚惠蘭 胡和豐 – 被引次數 16 次
其他答案1:
那是口腔補牙時用的光固化燈,加快材料凝固的。
其他答案2:
紫外光固化(UV固化)是輻射固2113化的一類,紫外線(UV)照射5261涂層,產生輻射聚合、輻4102射交聯和輻射接技等反應。迅速1653將低分子量物質轉變成高分子量產物的化學過程,固化是直接在不加熱的底材上進行的,體系中不含溶劑或含極少量溶劑,輻照后液膜幾乎100%固化,因而VOC(揮發性有機化合物)排放量很低。UV光固化體系分為自由基體系和陽離子體系,兩者固化機理成分都有所不同。自由基體系是由光引發劑受UV照射激發產生自由基,引發單體和預聚物聚合交聯;陽離子體系是由陽離子光引發劑受輻射產生強質子酸,催化加成聚合,使樹脂固化.UV自由基固化經過以下步驟:
-
自由基光引發劑受到UV照射后,激發分解產生自由基:
-
鏈引發:引發劑產生的自由基引發樹脂和單體分子的不飽和雙鍵產生新的自由基。
-
鏈增長:由樹脂和單體產生的自由基可以繼續引發樹脂和單體分子中的不飽和雙鍵產生自由基,進行自由基連鎖反應。
-
鏈終止:化學反應中,由于自由基含有未偶化電子,非常活潑,極易傾向于基他自由基偶合或發生酸化作用,使鏈反應終止。反應結果,生成高分子化合物,使膠液轉變為固體。
最佳回答:
熔融沉2113積成型是通過將絲狀材料如熱塑性塑料、蠟或金屬5261的熔絲從加4102熱的噴嘴擠出,按照零件每一層的預1653定軌跡,以固定的速率進行熔體沉積。
光固化成型是使用特定波長與強度的激光聚焦到光固化材料表面,使之由點到線、由線到面順序凝固,完成一個層面的繪圖,這樣層層疊加構成一個三維實體。
兩種技術的區別在于原材料不同、加工方式不同。熔融沉積是使用可熔性熱塑材料,加熱后擠出沉積成型;而光固化是需要特殊的材料,使用激光加熱技術使之固化成型。
最佳回答:
3D打印技術類型:
1、FDM:熔融沉積快速成型,主要材料ABS和PLA。
熔融擠出成型(FDM)工藝的材料一般是熱塑性材料,如蠟、ABS、PC、尼龍等,以絲狀供料。材料在噴頭內被加熱熔化。噴頭沿零件截面輪廓和填充軌跡運動,同時將熔化的材料擠出,材料迅速固化,并與周圍的材料粘結。每一個層片都是在上一層上堆積而成,上一層對當前層起到定位和支撐的作用。
2、SLA:光固化成型,主要材料光敏樹脂。
光固化成形是最早出現的快速成形工藝。其原理是基于液態光敏樹脂的光聚合原理工作的。這種液態材料在一定波長(x=325nm)和強度(w=30mw)的紫外光的照射下能迅速發生光聚合反應, 分子量急劇增大, 材料也就從液態轉變成固態。
光固化成型是目前研究得最多的方法,也是技術上最為成熟的方法。一般層厚在0.1到0.15mm,成形的零件精度較高。
3、3DP:三維粉末粘接,主要材料粉末材料,如陶瓷粉末、金屬粉末、塑料粉末。
三維印刷(3DP)工藝是美國麻省理工學院Emanual Sachs等人研制的。E.M.Sachs于1989年申請了3DP(Three-Dimensional Printing)專利,該專利是非成形材料微滴噴射成形范疇的核心專利之一。3DP工藝與SLS工藝類似,采用粉末材料成形,如陶瓷粉末,金屬粉末。

4、SLS:選擇性激光燒結,主要材料粉末材料。
SLS工藝又稱為選擇性激光燒結,由美國德克薩斯大學奧斯汀分校的C.R. Dechard于1989年研制成功。SLS工藝是利用粉末狀材料成形的。
將材料粉末鋪灑在已成形零件的上表面,并刮平;用高強度的CO2激光器在剛鋪的新層上掃描出零件截面;材料粉末在高強度的激光照射下被燒結在一起,得到零件的截面,并與下面已成形的部分粘接;當一層截面燒結完后,鋪上新的一層材料粉末,選擇地燒結下層截面。
5、LOM:分成實體制造,主要材料紙、金屬膜、塑料薄膜。
LOM工藝稱為分層實體制造,由美國Helisys公司的Michael Feygin于1986年研制成功。該公司已推出LOM-1050和LOM-2030兩種型號成形機。LOM工藝采用薄片材料,如紙、塑料薄膜等。片材表面事先涂覆上一層熱熔膠。
6、PCM:無模鑄型制造技術
無模鑄型制造技術(PCM,Patternless Casting Manufacturing)是由清華大學激光快速成形中心開發研制。該將快速成形技術應用到傳統的樹脂砂鑄造工藝中來。首先從零件CAD模型得到鑄型CAD模型。由鑄型CAD模型的STL文件分層,得到截面輪廓信息,再以層面信息產生控制信息。
其他答案1:
FDM技術
FDM是“Fused Deposition Modeling”的簡寫形式2113,即為5261熔融沉積成型。這項3D打印技術于1988年被4102美國學者Scott Crump研制成功。通俗地來理1653解FDM技術,就是利用高溫將材料融化成液態,通過可在X-Y方向上移動的噴嘴噴出,最后在立體空間上排列形成立體實物。FDM使用的原材料主要有聚丙烯、ABS鑄造石蠟等。
3DP技術
3DP,也被稱為粘合噴射、噴墨粉末打印。這種3D打印技術的工作方式和傳統的二維噴墨打印最為接近。和SLS工藝相同,3DP技術也是通過將粉末粘結成整體來制作零部件,但是它不是通過激光熔融的方式粘結,而是通過噴頭噴出的粘結劑來完成粘結工作。
SLS/SLM技術
SLS/SLM技術即為激光選區燒結/熔融技術。SLM 的思想最初由德國Fraunhofer研究所于1995年提出,技術思想和3DP技術類似,但是將粘接劑換為了激光束。
其他答案2:
1、FDM:熔融沉積2113快速成型,主要材5261料ABS和PLA
2、SLA:光固化成型,主要4102材料光敏樹脂
3、3DP:三維粉1653末粘接。主要材料粉末材料,如陶瓷粉末、金屬粉末、塑料粉末
4、SLS:選擇性激光燒結,主要材料粉末材料
5、LOM:分成實體制造,主要材料紙、金屬膜、塑料薄膜
6、DLP:數字光處理,主要材料液態樹脂
7、FFF:熔絲制造,主要材料PLA、ABS
8、EMB:電子束熔化成型,主要材料鈦合金
其他答案3:
3D打印技術在醫學領域的應用,主要是通過采集需要打印物品的數據,利用三維成像建立一個數字模型,模型通過打印機逐層把物品堆加成型,而后為醫學研究和治療所用;它的凝合方式一般有三種。
其他答案4:
那錢的三底打印技術具體有哪幾種類型類型有好多種。
最佳回答:
光固化式3D打印機基于光固化成型原理,不同于FDM機器使用線材,光固化3D打印機耗材是光敏樹脂,成型精度636f13715339029a948206331f13715339029高,表面效果好,比PLA材質的模型表面更加光滑。根據所采用光源的不同,可以細分為SLA和DLP兩種光固化機器。
首先來說下SLA,它采用的是激光照射光敏樹脂的方式,類似于FDM,成型過程都是走軌跡。激光頭依照模型切片生成的G代碼,從點到面再到線,順序掃描每一層模型切面。被激光照射到的光敏樹脂迅速固化。為了實現高速掃描,激光經激光器產生經過XY兩個垂直方向的振鏡依次反射,再照射到樹脂表面。類似機器有Form 1+,成型精度高,大部分的高精度工業級光固化機器都是采用SLA。
另一種DLP式光固化3D打印機速度就要快得多了,因為它的光源是來自投影儀或者LED屏。每次將一個模型的切面通過白光照射到樹脂,未成型的部分是黑色,利用這種方式每次成型一個面,速度優勢明顯,但是精度要略低于SLA。它的打印時間只取決于索要打印模型的高度,而與模型數量以及體積無關。采用這種方式可實現小批量快速生產。
DLP式3D打印機又分為上投式和下投式,下投式即投影儀在下方,樹脂槽底部透明,內側覆蓋離型膜或者硅膠,以避免模型固化在槽上,每次成型平臺上抬一個層厚的距離。不過為了能夠充分離型以及底部補充樹脂,一般采用先升再降的方式,即如果以0.1mm層厚打印,先抬高5mm,再下降4.9mm。采用下投式離型膜及硅膠多次使用后容易損壞,因此也屬于耗材,B9就屬于這類機器。上投式的優點是沒有離型的問題,每次成型面均在液面,成型后模型浸在樹脂內。LumiPocket但是這種方式也會有問題,樹脂表面張力會影響成型層層厚及成型效果,因此工業級的DLP會多一個刮板裝置。每次成型平臺下降時,刮板都會將液面刮平,以減小樹脂表面張力的影響。
其他答案1:
光固化3D打印機是光敏樹脂材料通過DLP投影出來的光照射后進行固化處理,光固化卡特3D打印機在原有固化面上進行層層疊加起來即成為您想要的三維立體模型kate004。
最佳回答:
SLA的工藝過程:光固化成2113型的制5261作一般可以分為前處理、原型制4102作和后處理三階段。(16531)前處理階段主要是對原型的CAD模型進行數據轉換、確定擺放方位、施加支撐和切片分層,實際上就是為原型的制作準備數據。(2)光固化成型過程是在專用的光固化快速成型設備系統上進行。早原型制作前,需要提前啟動光固化快速成型設備系統,使得樹脂材料的溫度達到預設的合理溫度,激光器點燃后也需要一定的穩定時間。(3)1、清洗模型,去除多余的液態樹脂。2、去除并修整原型的支撐。3、去除逐層硬化形成的臺階。4、后固化處理。 本文由湖南華曙高科手板模型小編整理完成。
最佳回答:
1) 斜支撐2113: 主要用于支撐懸臂結構部分, 它在成型過5261程中為懸臂4102提供支撐, 同時也約束懸臂的翹曲變形。1653
2) 直支撐:主要用于支撐腿部結構。
3) 腹板:主要用于大面積的內部支撐。
4) 十字壁板:主要用于孤立結構部分的支撐。
其他答案1:
Stereo lithography Appearance的縮寫來,即立源體光固化bai成型法.Stereo lithography Appearance的縮寫,即立體光固化成型法.用特定波長與強du度的激光zhi聚焦到光固化材dao料表面,使之由點到線,由線到面順序凝固,完成一個層面的繪圖作業,然后升降臺在垂直方向移動一個層片的高度,再固化另一個層面.這樣層層疊加構成一個三維實體.

其他答案1:
硅樹脂有長溫自干型和高溫固化型,為加速固化可加入少量二乙烯三胺或三乙烯四胺,漆膜逐步開始變硬就算開始固化,