

| 產品規格及說明 | |
|---|---|
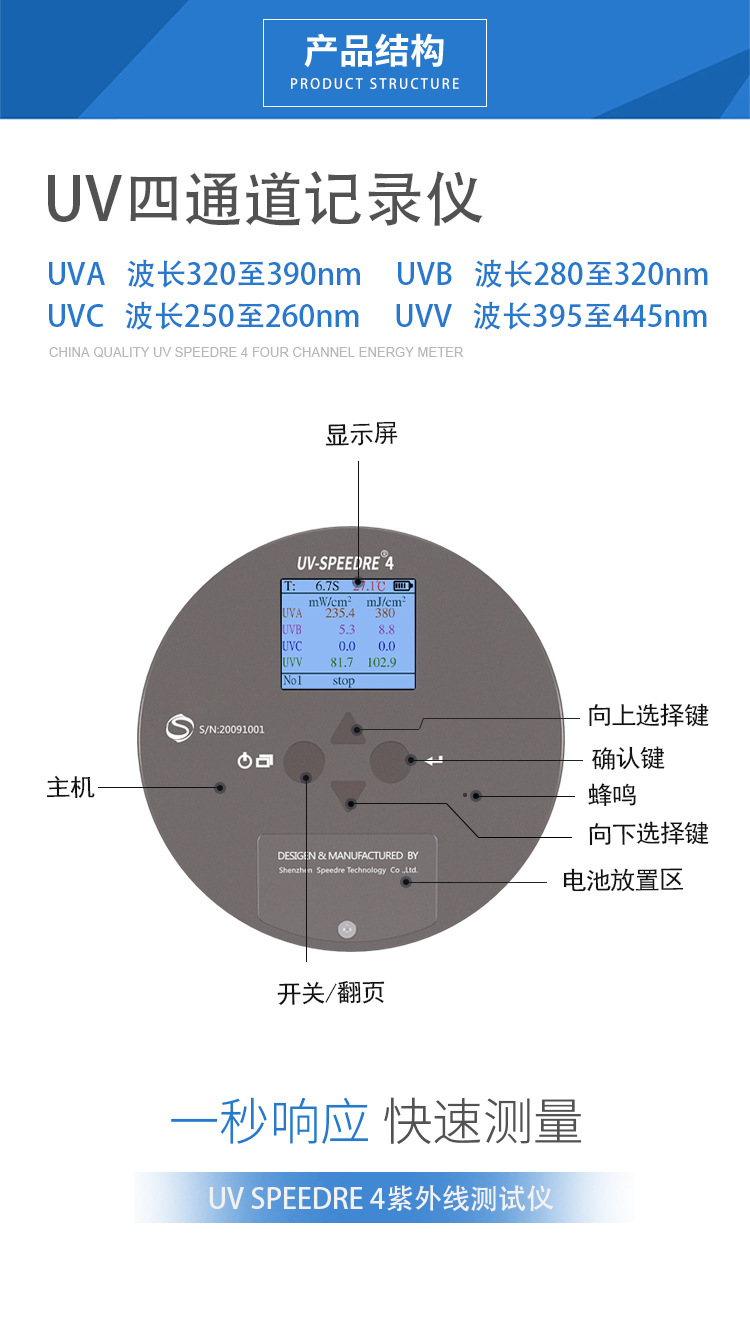
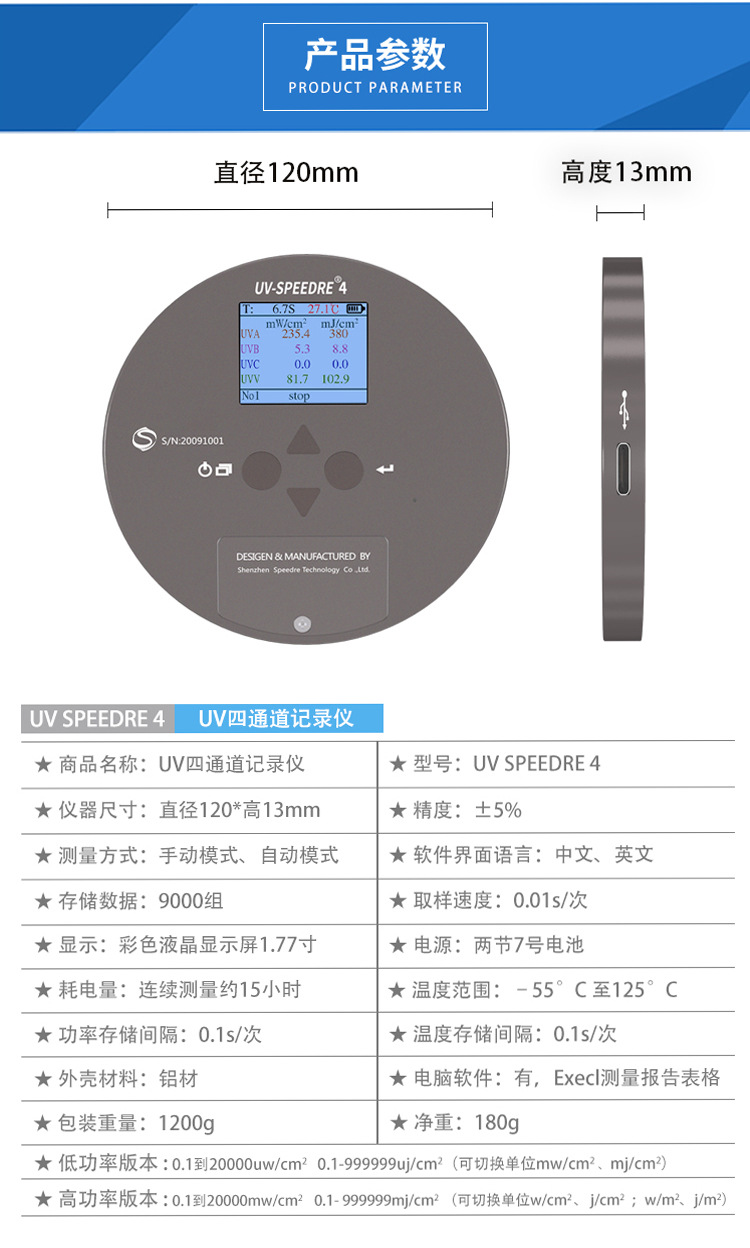
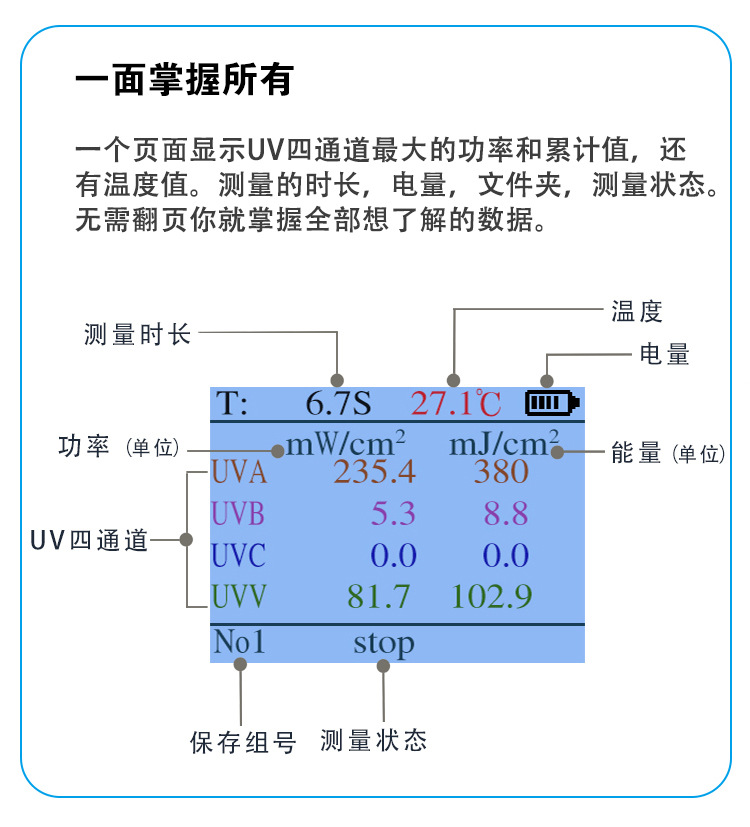
| 設備品牌:帝龍 | 設備型號:UV-SPEEDRE 4 |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 是否進口:否 | 加工定制:否 |
| 類型:紫外照度計 | |
| 產品標簽:能量測試儀,光強檢測計,uv光強檢測儀,uv能量檢測儀,紫外線輻照計,uv輻照記錄儀,檢測紫外線固化,四通道uv能量計,紫外線輻照計固化,紫外線光強檢測儀,四通道uv能量檢測儀,四通道能量輻照記錄儀,四通道uv能量輻照檢測儀 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |










其他答案1:
UV能量需要3000固化的時候只有2600唯一擔心的是UV漆未能完全固化。QC這個還真不懂,我有個建議看行不行,首先做耐候有沒有問題,再是拿合格產品與這批產品對比看有沒有問題,如果沒問題還是擔心有問題最后的辦法是拿一個產品再快速固化一次,固化機速度調快點,二次固化如果有沒有固化的也會被固化了,我覺得應該問題不大,相差400的能量UV燈管要4WK功率以上。能量要是低了換燈管或者調節UV光源高度,強度大了加快固化時間久不會發白,低能量要延長固化時間,這個是免不了的。
您的3000能量時間是多少呢?如果是換成uvled光源就不會出現這種情況,UV汞燈溫度非常高,您的UV設備估計也是幾千瓦的,UV固化有什么需要了解的可以溝通下,恕小弟愚見!
最佳回答:
有幾點可以參考一下:
1.不合乎客戶要求、法律法規的產品,比如外觀、性能不符合客戶提出的標準或當法律規定的。
2.與樣品(參照物)不一致的產品,比如外觀、顏色、長度等各項參數與樣品存在明顯差異。
3.在客戶要求之外存在不合理的產品,如客人無規定“發霉”一項,但你的產品有發霉現象。
這些與樣品存在一定差異的產品,有一個客人可容忍瑕疵程度的范圍也叫允收范圍,假如這些產品在允收的范圍內,可視為合格品,超出允收范圍的則視為不良品。

最佳回答:
1。外觀檢驗–客戶有標準: 顏色Lab讀數,光澤度,厚度。。。。。
2。百格測試–附著力
3。耐酒精測試
4。鉛筆硬度測試
5。耐化學品測試–護手霜/唇膏/可樂/橄欖油等等 客戶會指定測試試劑的詳細要求。
6。RCA–紙帶耐磨測試
7。橡皮摩擦測試
8。鋼絲球摩擦測試
9。牛仔布摩擦測試
10。震動研磨測試
等等。。。
其他答案1:
UV漆是Ultraviolet Curing Paint 的英文縮寫。即紫外光固化油漆,也稱光引發涂料,光固化涂料。與PU、PE、NC等油漆以成膜物質命名方式不同,UV漆是以油漆的固化方式命名的。它是通過機器設備自動輥涂、淋涂到板面上,在紫外光(波長為320-390nm)的照射下促使引發劑分解,產生自由基,引發樹酯反應,瞬間固化成膜。
所以UV涂料即紫外光固化涂料,紫外光固化涂料經紫外光照射后,首先光引發劑吸收紫外光輻射能量而被激活,其分子外層電子發生跳躍,在極短的時間內生成活性中心,然后活性中心與樹脂中的不飽和基團作用,引發光固化樹脂和活性稀釋劑分子中的雙鍵斷開,發生連續聚合反應,從而相互交聯成膜。
一般UV的測試主要為:鉛筆硬度測試;膜厚測試;防化學腐蝕測試;色差計,光澤計,耐磨測試機;百格刀測試與酒精測試。
其他答案2:
抗UV測試。 就是紫外燈光照射。
其他答案3:
測試方法:在60°C,200小時的UV光照射(波長313nm) 合格標準:表面經測試後無任何改變
其他答案1:
照度計測光強。普通的。。專業研究層,不清晰。估計光譜,光子強度什么都要測吧
其他答案2:
上淘寶網買本書看看就知道了,這里說起來太麻煩了
最佳回答:
很簡單,燈管衰減了,強度達不到,一般燈管在1000小時左右,這個1000小時說的是強度比較穩定的區域時間,當然你如果要點亮的話,2000-3000小時都可以的,但是強度達不到了。很多做燈的會吹自己的幾千小時,其實強度上都衰減太多了。
還有可能就是你的UV機本來強度就達不到,比如你膠水需要強度至少在200MW/CM2,可是供應商給你的是100MW/CM2的。。那就。。。
自己要小心。
最佳回答:
一般UV能量計都是按鍵和扭動開關的。(沃 客密)
扭動開關:

1.按下焦耳計150之開關至''ON',顯示屏上將會顯示''0'。
2.把焦耳計翻轉放在輸送帶上。(傳感器是安裝在儀器之背面,亦能抵受較高的溫度。)
3.待儀器通過了輸送帶后,可從正面閱讀結果。UV能量將顯示如:mJ/cm2
4.在進行一個新的測量程序前,必須先把儀器關掉,然后再次開動。顯示屏上將重新調至''0'。接著科按照.繼續操作。
按鍵的:
按鍵的按照說明書的操作就可以了。
其他答案1:
1. 將能量計右側的開關調至打開位置即“ON”位置,此時,顯示屏上將顯示數字“0” mj/cm2(毫焦耳/平方厘米)。
2. 準備測量,將能量計的傳感器窗口面向紫外線UV光源,以保證測量的有效性。
3. 當儀器在光源照射一定時間之后,已記錄所感測到的UV紫外光能量,此時,可以從儀器正面的顯示屏上讀取能量值,能量值的對應單位是:mj/cm2(毫焦耳/平方厘米)。
4. 每一次,在進行一次新的測量工作時,依據需要將儀器關閉,然后再次開啟。顯示屏上將重新調至“0” mj/cm2(毫焦耳/平方厘米)。接著可依照上述步驟繼續操作。

其他答案1:
每一次使用時,請將儀器的開關調至打開狀態即“ON”位置,液晶顯示屏上顯示的讀數為“0”mj/cm2(毫焦耳/平方厘米),如果不是特殊性用途,請每一次測量前,將其讀數歸零。
如果您的工藝特別需要,也可以反復地進行測量,每一次測量后的讀數,不需要歸零處理,那么,儀器上最后一次顯示的讀數將是多次反復測量的累計值。
當完成測量時,需將開關調至“OFF”位置,以便及時關閉儀器,正確的操作將有效延長儀器的電池使用時間。

最佳回答:
表面(UV)處理檢查方法:
塑料表面處理后必須進行其清潔度的檢查,以保證隨后的涂裝質量。
(1)觀察接觸角 在處理后的塑料表面滴上液滴,完全鋪展說明處理效果好,接觸角小。
(2)水浸潤法 將處理后的塑料制品浸入水中,取出后觀察水膜的完整性。
(3)測定涂層附著力 采用《GB9286-88色漆和清漆漆膜的劃格試驗法》,如果附著力差,排除了涂料、環境、人為操作等其他問題,就可能是塑料表面未清洗干凈。
塑膠制品一般是先是注塑加工,然后需要噴涂的進行噴涂工藝,不過噴涂過程中,如果操作不當,易會出現很多問題,常見的問題有:
1、剝落問題預防方法:
(1)需噴涂表面應徹底清潔干凈
(2)使用與底材配套的底漆
(3)應遵照油漆供應商提供的油漆黏度及厚度要求
(4)避免噴涂時使用干噴法
(5)需要厚涂層噴涂時,要有充分的揮發時間
2、斑點顆粒問題預防方法:
(1)確保油漆使用時未超過使用期
(2)油漆調配好后要在規定活化時間內用完,對超過活化時間的油漆不能繼續使用
(3)經調配好的油漆要充分攪拌后再進行噴涂
(4)使用配套的固化劑和稀釋劑
3、塵埃顆粒問題預防方法:
(1)調整噴漆間壓力,使之平衡
(2)噴涂環境,噴涂設備及噴涂服裝應保持清潔
(3)確保壓縮空氣質量
(4)選用專用無紡清潔布進行清潔
4、沸點問題預防方法:
(1)涂層厚度不能太厚,尤其在高溫天氣
(2)油漆的粘度應根據溫度的變化適當調整
(3)掌握好噴涂的流平時間
還有幾種常見的問題,橘紋、裂紋、流掛、起泡、起皺、色浮、砂紙痕跡、滲色、失光、咬底、魚眼、云斑、遮蓋力差等等。噴涂加工要是出現問題,要返工重新做的,所以在噴涂之前要做好準備工作。
其他答案1:
確認方法:
1。外觀檢驗–客戶有標準: 顏色Lab讀數,光澤度,厚度。
2。百格測試–附著力
3。耐酒精測試
4。鉛筆硬度測試
5。耐化學品測試–護手霜/唇膏/可樂/橄欖油等等 客戶會指定測試試劑的詳細要求。
6。RCA–紙帶耐磨測試
7。橡皮摩擦測試
8。鋼絲球摩擦測試
9。牛仔布摩擦測試
10。震動研磨測試
其他答案2:
找供應商要他們的測試流程,你就明白了.判定標準自己定義好了.
其他答案3:
外觀,無需我累述。
主要是結合力和膜的硬度。
結合力:劃井字方格,在用膠紙貼住水平拉扯
硬度:使用前筆(如HB/1H/2H等),觀察劃痕。
你補充的6-10項,都是檢測膜層耐磨性的,以摩擦次數或振動次數為參考依據,泛白/失光作為終點標準。是否需要全部檢測,要跟客戶溝通。
3、5項可以說都是化學品,前者是溶劑,后者是混合物。以接觸時間長短判別,失光/泛白為終點。
更詳細的,還是客戶說了算。