QQ咨詢:260200500
QQ咨詢:260200500





















最佳回答:
半自動口罩機如何調(diào)試,應該找專業(yè)的師傅。在這里提問很少有人能回答你。
其他答案1:
這個的話,調(diào)試的話需要專業(yè)的人才可以調(diào)試的,因為他們有很多的搭配方法,謝謝。
其他答案2:
這個可以調(diào)試,不過不到現(xiàn)場是說不明白的
最佳回答:
半自動口罩及卷邊不好什么問題?這種問題嗯很多,你得上網(wǎng)上查或者是給那個嗯口罩機那個打電話咨詢問下售后。
其他答案1:
一萬八十度烤第二集轉(zhuǎn)變不好什么原因這就是條條模具調(diào)的有差有那個尺寸有差異重新調(diào)一下價
其他答案2:
但這種口罩機卷邊不好什么問題估計是機器的問題。
其他答案3:
半自動口罩姬檢邊兒不好的話,可能是因為制作的工藝不夠。車架車的不太理想。
其他答案4:
范世棟口罩姬卷邊不好什么問題?那是因為口罩機的問題。
最佳回答:
口罩切片出現(xiàn)毛邊的原因有多種,無紡布材料質(zhì)量、厚度、壓花切刀的磨損程度、刀口硬度都會影響切片邊緣是否整齊,可以重新調(diào)機試一下能否解決問題,如果問題依然存在,換一條切刀就可以了。
最佳回答:
一般情況下,故主要的故障就是它畢竟是半自動的,人工成本比較高。
其他答案1:
半自動口罩機的最要滾刀問題,調(diào)不好切不好,刀的質(zhì)量不好,切不斷
其他答案2:
半自動口罩機常見的故障,u經(jīng)常卡機啊!
最佳回答:
打開開始停止開關(guān)與電源開關(guān),電源開關(guān)內(nèi)置燈亮。調(diào)整氣壓,氣壓閥在工作百臺板的下面,打開設備的門板就可以看到氣壓閥,根據(jù)實際情況調(diào)整壓力。
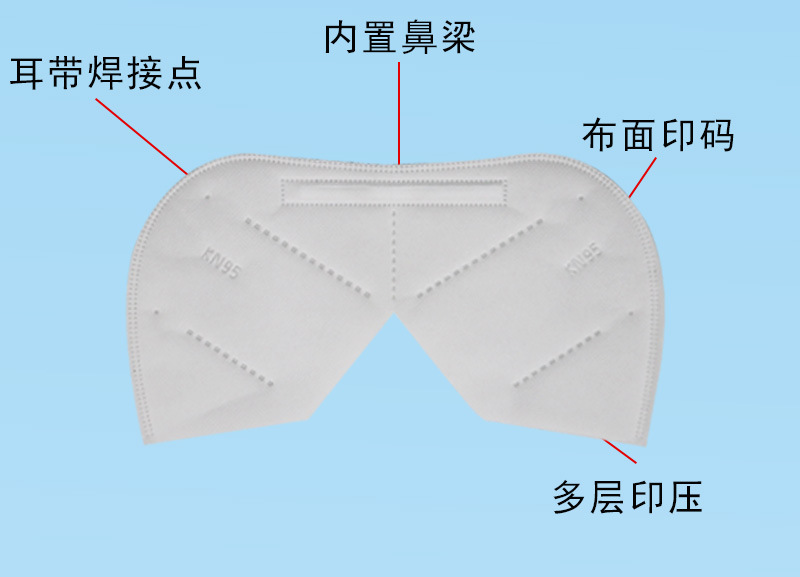
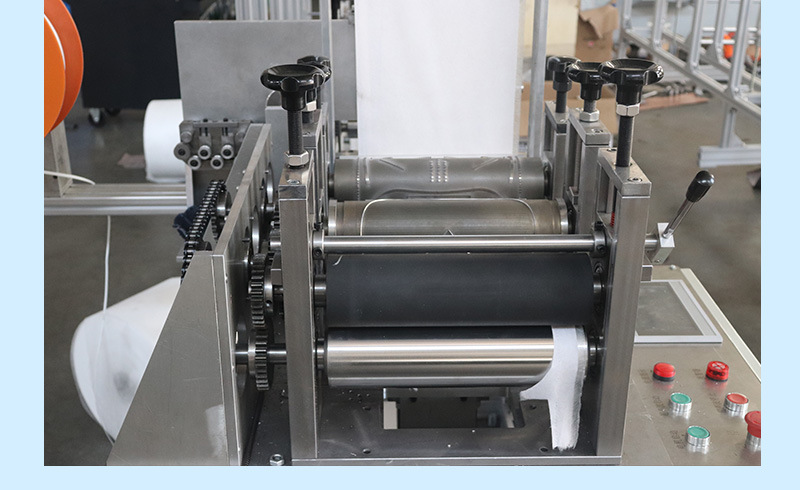
口罩機是將多層無紡布通過熱壓、折疊成型,超聲波焊接,廢料切除,耳帶鼻梁度條焊接等工序制造出具有一定過濾性能的各種知口罩,口罩設備不是單臺的機器,它需要多臺機器的配合完成各種不同的工序。
全自動內(nèi)耳帶道口罩機用超聲波焊接方式,當口罩移至加工的位置時,超聲波自動產(chǎn)生,在耳帶上形成微振幅高頻率的振動,并瞬間轉(zhuǎn)化為熱量,熔融所要回加工的材料,最后使耳帶永久性的粘貼或埋植在口罩本體內(nèi)側(cè),是內(nèi)耳帶口罩生產(chǎn)最后一道加工工序,僅需一名操作員將口罩本體一片片置放于口罩盤內(nèi),后續(xù)動作至成品完成由設備自動操作。答

其他答案1:
1、打開開始停止開關(guān)與電源開關(guān),電源開關(guān)內(nèi)置燈亮。
2、調(diào)整氣壓:氣壓閥在工作臺板的下面,打開設備的門板就可以看到氣壓閥。根據(jù)實際情況調(diào)整壓力。當有些機構(gòu)動作不同步的時候就將壓力調(diào)大些。工作氣壓在0.2~0.6MPa范圍內(nèi)調(diào)整。
3、音波檢驗調(diào)整:(設備處于停止運行時)
打開超聲波發(fā)生器電源開關(guān),按下“音波檢驗”開關(guān),如振幅顯示器指標急升并超過100,則表示頻率距諧振點太遠,須調(diào)整“音波調(diào)整”旋鈕。目視振幅顯示器,左手按下“音波檢驗”檢查開關(guān)(勿超過3秒),右手旋轉(zhuǎn)“音波調(diào)整”旋鈕,將振幅顯示器指針調(diào)到最低點。
調(diào)整時如振幅顯示器指標不是下降、而是上升,則反方向旋轉(zhuǎn)“音波調(diào)整”旋鈕。振幅顯示器指標的讀數(shù)在50以內(nèi),電流表指標的讀數(shù)在0.6A以下是最佳工作狀態(tài)。調(diào)整好音波后要把蝶形螺帽擰緊,并關(guān)好保護蓋。
空載測試時,如“超載指示燈”亮,則表示設備有問題。此時不允許開機工作,須關(guān)機檢查原因,排除故障后方可開機工作。

4、冷卻風扇的檢驗:檢查冷卻風扇是否在正常工作,以確保超聲波換能器在工作時能長時間工作。
5、檢查氣動部件:
打開電源,接通氣路,將手動自動切換開關(guān)切換到手動擋。打開料盤開關(guān),檢查料盤是否能快速穩(wěn)定的運行并定位準確。檢查完后關(guān)閉料盤開關(guān)。打開口罩夾送夾具開關(guān),檢查口罩夾送夾具是否正常動作。檢查完后關(guān)閉口罩夾送夾具開關(guān)。打開集料氣缸開關(guān),檢查集料氣缸是否正常動作。檢查完后關(guān)閉集料氣缸開關(guān)。
打開邊帶熔接開關(guān),看邊帶壓模能否正常下壓。打開耳帶回轉(zhuǎn)右開關(guān),看右邊的旋轉(zhuǎn)氣缸是否動作且動作到位。打開耳帶回轉(zhuǎn)左開關(guān),看左邊的旋轉(zhuǎn)氣缸是否動作且動作到位。打開耳帶剪斷開關(guān),檢查耳帶剪斷小氣缸是否工作且能到達指定的剪斷位置。
打開耳帶退料開關(guān),檢查耳帶退料小氣缸是否能正常工作,并能使耳帶夾塊松開。打開耳帶熔接開關(guān),檢查耳帶壓模能否工作并到達指定的位置。
最佳回答:
內(nèi)耳帶口罩機
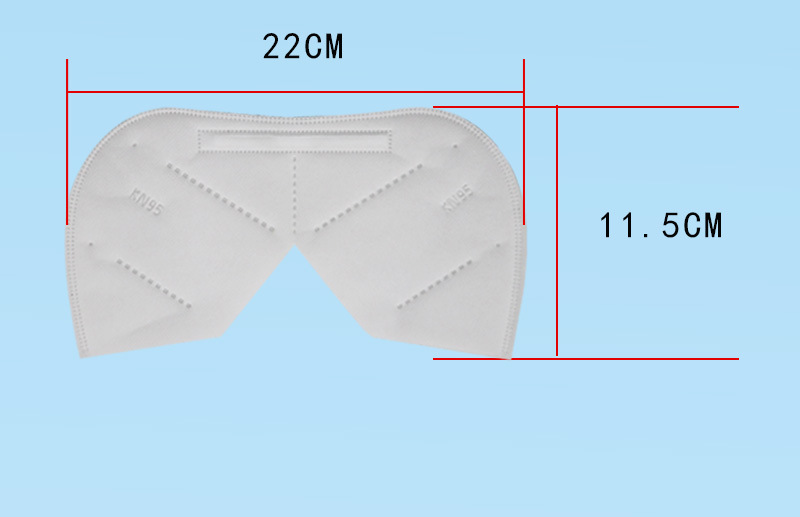
內(nèi)耳帶口罩機,亦稱口罩打片機,是用于自動化生產(chǎn)多層材質(zhì)平面口罩成品之機臺,可使用1~4層PP紡粘無紡布 活性炭以及過濾材料,整個機臺從原材料入料到鼻線插入,封邊,裁切成品均為一條線自動化作業(yè),根據(jù)所使用的原材料不同,可以達到如N95,F(xiàn)FP2等不同的標準。
其他答案1:
換個治具即可,其他技術(shù)問題可以詳細咨詢
最佳回答:
你左邊壓力可能大一點,建議你把兩邊壓力調(diào)一致,剛開始就要把它給放中間這樣它就不會偏了
最佳回答:
口罩機設備在調(diào)試過程中或者在使用過程中會出現(xiàn)的故障列舉
故障一、熔接不均,工件扭曲變形。
解決辦法:
1、檢視工件尺寸是否差異。
2、檢視操作條件是否造成工作物變形
3、調(diào)整緩沖速度或壓力。
故障二、底座支撐不穩(wěn)實。
解決辦法:
1、在必要處改善支撐點。
2、底座重新設計。
3、換成硬質(zhì)底座
4、若大面積之電木板發(fā)生傾斜則需補強。
故障三、焊頭、底座、工件之接觸面不平貼。
解決辦法:
1、守能點重新設計,使高度均一。
2、調(diào)整水平螺絲。
3、檢視造作條件是否確實。
4、檢視工件尺寸之形狀尺寸。
5、側(cè)面彎曲,工件加肋骨
6、修改冶具,避免工件向外彎曲。

故障四、工件誤差太大。
解決辦法:
1、縮緊工件之公差。
2、重新修改工件尺寸。
3、檢視操作條件(壓力、延遲計時、熔接計時、固化計時等)。
故障五、熔接不均工件對準性不當。
解決辦法:
1、檢視熔接時,工件是否偏移。
2、檢視組合時,工件是否對準
3、檢視焊頭、工件、冶具之平行度。
故障六、接合面缺乏緊密接觸。
解決辦法:
1、檢視工件尺寸。
2.檢視工件之公差。
3、檢視接合面之頂針位置。
4、檢視工件組合之對準性。
5、檢視工件是否凹陷。
6、檢視工件與焊頭之貼合度
7、檢視冶具的支撐是否適當。
故障七、超聲熔接結(jié)果不一致
(一)填加物比例太高
解決辦法:
1、降低填加物。
2、檢查操作條件。
3、變更填加物種類,亦即將短線錐改成長線錐。
(二)填加物分布不均
解決辦法:
1、檢查操作條件
2、檢查模具設計
(三)材料品質(zhì)較差
檢查操作條件
(四)工件貼合度不佳
解決辦法:
1、檢視工件尺寸
2、檢視工件公差
3、檢查操作條件
最佳回答:
你的說下你是什么設備,半自動還是全自動?普通三層口罩還是N系列的?